
Supervisión de la producción en tiempo real para fábricas de alimentos: peso variable, rendimiento en tiempo real, trazabilidad total
Lo que realmente debería ofrecer la supervisión de la producción en tiempo real en una fábrica de alimentos: peso variable, rendimiento en tiempo real y trazabilidad total. Dos casos prácticos europeos del sector avícola y un punto de partida de 90 días.


El Grupo Lusiaves calcula que ahorra entre 3,5 y 7 millones de euros al año desde que conectó las operaciones de la granja a la fábrica mediante datos en tiempo real. La diferencia, según el director general de una de sus fábricas más grandes, Diogo Ferreira, no radica en los datos en sí mismos, sino en la rapidez con la que las decisiones llegan a la línea de producción.
«En este momento, no solo tomas decisiones más eficientes, sino que las tomas a tiempo. Con estas decisiones no te limitarás a reaccionar, sino que controlarás tu fábrica».
Diogo Ferreira, director general de Lusiaves Marinha das Ondas (seminario web, abril de 2026)
La mayor parte del software de supervisión de la producción en tiempo real se diseñó para la fabricación discreta. Unidades idénticas, tiempos de ciclo fijos, calidad predecible. Una puerta de coche es una puerta de coche. Un tornillo es un tornillo. Una pechuga de pollo no es una pechuga de pollo: varía en peso, rendimiento, contenido en grasa y vida útil de un ave a otra, sin dejar de cumplir unas normas de seguridad alimentaria en las que ninguna planta de automoción tiene que pensar.
Por eso, el software genérico de supervisión de la producción en tiempo real no da la talla en una fábrica de alimentos. Puede indicarte que la línea está en funcionamiento, pero no puede decirte si esa línea es rentable, cumple con la normativa o está produciendo lo que realmente estaba previsto. Esta guía explica lo que realmente debería hacer la supervisión de la producción en tiempo real en una fábrica de alimentos, con dos casos prácticos reales del sector avícola europeo y un plan de trabajo práctico de 90 días para empezar.
¿Qué es la supervisión de la producción en tiempo real?
La supervisión de la producción en tiempo real consiste en la recopilación continua de datos operativos de una línea de producción, los equipos y el personal, que se muestran y analizan en el momento en que se producen, en lugar de al finalizar el turno. La palabra clave es «continua». En BRAINR lo denominamos «visibilidad segundo a segundo», lo que establece el listón en el nivel adecuado: cualquier cosa más lenta que eso es presentación de informes, no supervisión.
Un sistema de supervisión de la producción en tiempo real realiza un seguimiento de cuatro aspectos: qué se está produciendo, a qué ritmo, con qué calidad y en relación con qué pedido planificado. En una fábrica de alimentos, hay que realizar un seguimiento adicional de otros dos aspectos: cuánto peso se pierde en el rendimiento y qué lotes se encuentran físicamente en la línea de producción en un momento dado, con fines de trazabilidad.
Seguimiento frente a supervisión: mismo resultado, punto de partida diferente
Estos términos suelen utilizarse indistintamente y la distinción es principalmente histórica. El software de seguimiento de la producción comenzó como sistemas que registraban lo que ya había ocurrido, normalmente al final de una tirada o de un turno. El software de supervisión de la producción tomaba los mismos datos y los presentaba en forma de vista operativa continua, con alertas y medidas correctivas vinculadas a los datos.
Hoy en día, el software de seguimiento de la producción en tiempo real y el sistema de supervisión de la producción en tiempo real describen la misma funcionalidad bajo diferentes denominaciones de los proveedores. La cuestión funcional es si los datos son en tiempo real, se recogen en el origen y están vinculados a una orden de producción planificada. Con el seguimiento al final del turno, la medida correctiva se aplica a la tirada del día siguiente; con la supervisión en tiempo real, se aplica a los próximos diez minutos de producción.
Por qué las herramientas de monitorización genéricas no funcionan en una fábrica de alimentos
La mayoría de las plataformas de software de supervisión de la producción se han diseñado partiendo de supuestos que se cumplen en la fabricación discreta y en el sector alimentario. Tres de esos supuestos son los más importantes.
El problema del peso variable
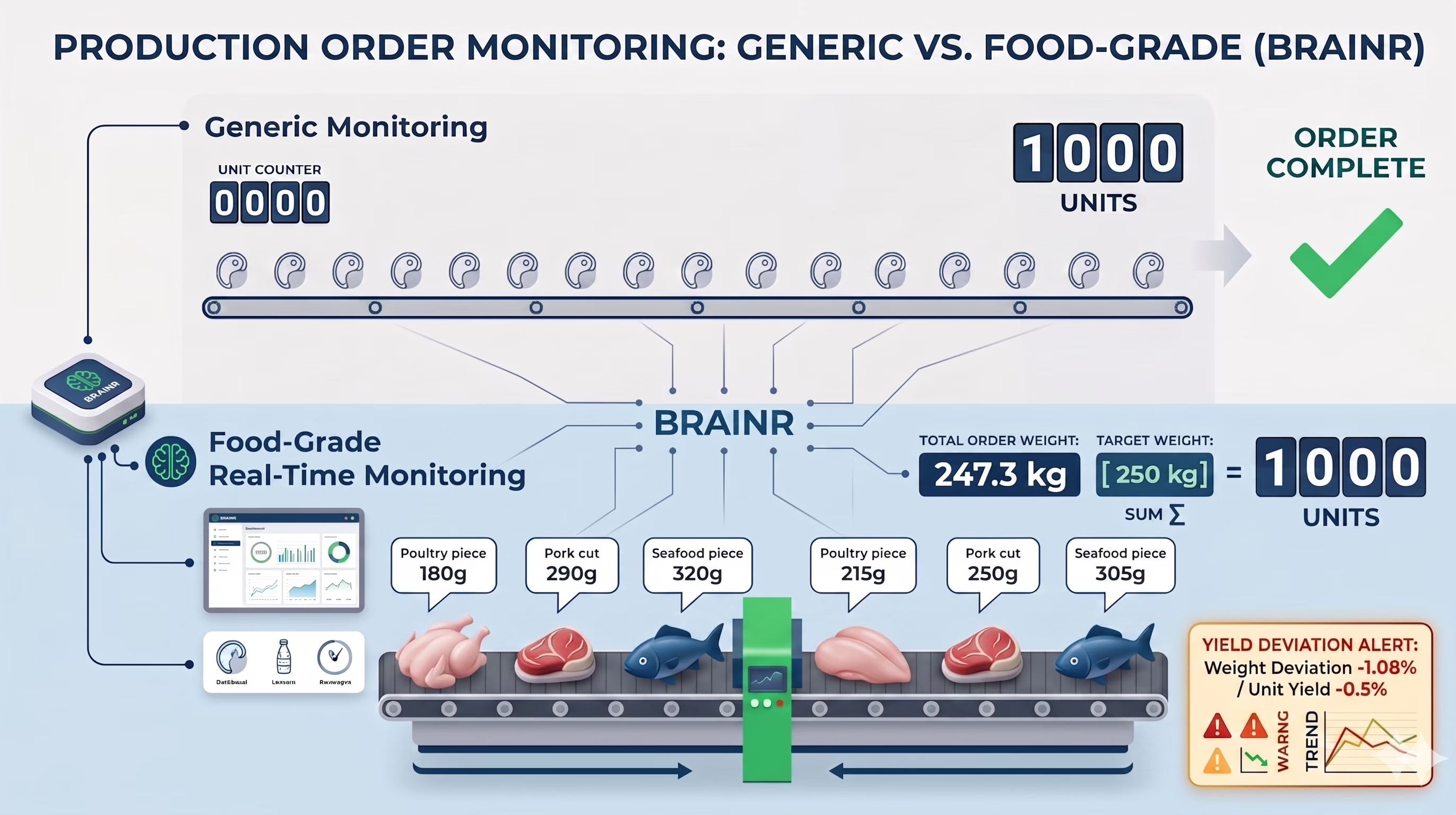
El software genérico de supervisión de fábricas parte de la base de que una unidad es una unidad. Un coche. Un tornillo. Una botella. Contar las unidades te da el rendimiento, y el rendimiento te da la OEE.
En una planta avícola, una unidad es una pechuga de pollo que pesa entre 180 y 320 g. En una fábrica de embutidos, una unidad es una bandeja con un peso objetivo y un margen de tolerancia. En una línea de deshuesado, el valor de cada corte viene determinado por el rendimiento, no por el recuento. Si tu sistema de control cuenta unidades, eso no te dice prácticamente nada sobre lo que la línea ha producido realmente en términos de peso comercializable.
La supervisión de la producción en tiempo real en el sector alimentario debe considerar el peso como la unidad principal de producción. Las básculas envían datos al sistema de forma continua, y la orden de producción se cierra cuando se alcanza el peso objetivo, no cuando se alcanza un número fijo de unidades.
El problema de la pérdida de rendimiento
La pérdida de rendimiento es la diferencia entre lo que entra en la línea de producción y lo que sale como producto comercializable. En el sector alimentario, esa diferencia es considerable, variable y está directamente relacionada con el margen. Una caída del 1 % en el rendimiento, en una explotación avícola que procesa varios cientos de miles de aves al mes, supone un coste cuantificable que debe detectarse mientras la línea está en funcionamiento, no al final del mes.
El director general de BRAINR, Paulo Gaspar, lo expresó sin rodeos durante un seminario web público celebrado a principios de este año:
«De todas las fábricas que he visitado en Europa, lo que más veo es que la gente no mide el rendimiento en la planta de producción, en las órdenes de fabricación ni en las líneas de producción. Al no realizar mediciones, los responsables no saben lo que se están perdiendo. No podemos optimizar lo que no podemos medir».
Paulo Gaspar, director ejecutivo de BRAINR (seminario web, abril de 2026)
El software genérico de seguimiento de la producción en tiempo real no registra el rendimiento porque no tiene en cuenta el peso de las materias primas, el peso del producto final ni los recortes. Considera los recortes y los despojos como desechos, cuando en una planta cárnica el flujo de despojos constituye en sí mismo una línea de productos que debe ser objeto de seguimiento, pesaje y conciliación.
El problema de la seguridad alimentaria y la trazabilidad
En el sector de la automoción, se puede mantener una línea en funcionamiento durante horas sin pensar en qué lote hay en la cinta transportadora. En el sector alimentario, no se puede trabajar ni diez minutos sin que esa cuestión sea prioritaria. La supervisión de la producción en tiempo real en una fábrica de alimentos debe saber, en todo momento: qué lote de materia prima está alimentando la línea, qué lote de producto terminado se está fabricando, qué operario está registrado en el puesto de trabajo, qué báscula ha pesado la materia prima y qué estación de etiquetado ha producido el producto final.
Si se activa una alerta de calidad, el sistema debe identificar los lotes afectados en cuestión de segundos, lo que permite tomar una decisión de contención y poner en marcha un flujo de trabajo de medidas correctivas y preventivas (CAPA) que, de otro modo, requeriría horas de conciliación manual. Esta es la razón fundamental por la que la calidad no puede ser un sistema independiente acoplado a un software de monitorización genérico. Debe tratarse del mismo modelo de datos, capturado en el mismo punto y con la misma marca de tiempo, tal y como ocurre en un sistema de gestión de la calidad (SGC) específico para el sector alimentario.
«En el sector cárnico, la calidad no puede limitarse a hojas de cálculo o informes a posteriori. En BRAINR, la calidad forma parte de la ejecución. Todos los registros son digitales, llevan marca de tiempo y son a prueba de manipulaciones».
Ficha de capacidades de BRAINR (2026)
Ese registro de auditoría digital con marca de tiempo es lo que los auditores esperan cada vez más en el marco de los sistemas HACCP, BRC e IFS. BRCGS publica su postura sobre los registros digitales y las expectativas en materia de registro de auditoría directamente en su portal de normas.
Cómo funciona la supervisión de la producción en tiempo real en una fábrica de alimentos
Un sistema operativo de supervisión de la producción en tiempo real en el sector alimentario consta de tres niveles: captura de datos, contexto de los datos y medidas operativas. Cada nivel responde a una pregunta diferente, y si se omite cualquiera de los tres, se obtiene un panel de control que parece impresionante, pero que no modifica el funcionamiento de la línea de producción.
De dónde proceden los datos: sensores, básculas, etiquetadoras, dispositivos móviles
Los datos que alimentan un sistema de software de seguimiento de la producción alimentaria proceden de cuatro fuentes. Los sensores de los equipos y los controladores lógicos programables (PLC) transmiten el estado de las máquinas, la velocidad y los códigos de parada. Las básculas industriales registran el peso por unidad y por minuto. Las etiquetadoras y las impresoras indican qué se ha producido y cuándo. Los dispositivos móviles de la planta de producción registran los eventos manuales: configuración completada, limpieza finalizada, control de calidad superado, desviación registrada.
BRAINR se conecta directamente al ecosistema de equipos que ya utilizan la mayoría de las fábricas de alimentos: Bizerba, Marel, Zebra, Captemp, MTECH y BarTender, capturando los datos automáticamente y sin necesidad de transcripción manual. El principio es sencillo: si el equipo ya genera datos, la capa de monitorización debería procesarlos de forma nativa, en lugar de pedir al operador que los introduzca manualmente.
Monitorización de máquinas en tiempo real sin intervención manual
La supervisión de máquinas en tiempo real consiste en que las máquinas comunican al sistema lo que están haciendo sin que un operador tenga que introducirlo manualmente. La función de la capa de supervisión es leer esos datos de forma continua, clasificarlos (en funcionamiento, inactiva, parada programada, parada no programada, microparada, cambio de producción, limpieza) y alinearlos con la orden de producción activa.
Cualquier sistema que obligue a los operarios a registrar manualmente el estado de las máquinas está mal concebido, no porque los operarios no sean de fiar, sino porque están a cargo de una línea de producción. En las implementaciones reales de BRAINR, la aplicación móvil para la planta de producción alcanza una tasa de adopción superior al 95 % entre los operarios, ya que elimina la carga que supone la introducción de datos en lugar de añadirla.
Vistas a nivel de máquina, de línea y de fábrica
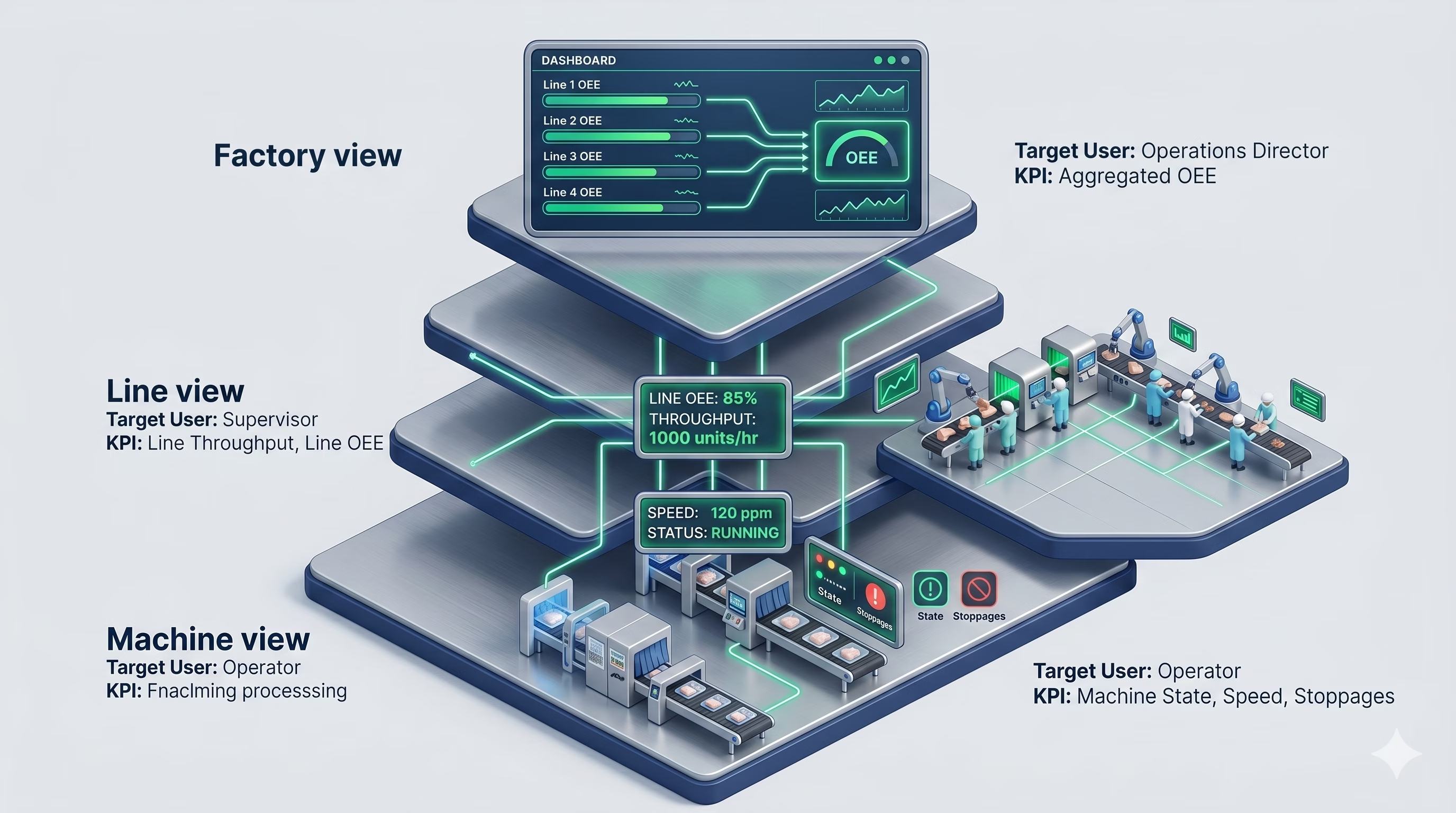
Un sistema completo de supervisión de la línea de producción muestra los mismos datos subyacentes en tres niveles. Las vistas a nivel de máquina muestran un equipo concreto: una deshuesadora, una cortadora o una inyectora. Las vistas a nivel de línea muestran una secuencia de máquinas que, en conjunto, producen un producto acabado, incluyendo al personal, las cintas transportadoras y las básculas que hay entre ellas. Las vistas a nivel de fábrica agrupan todas las líneas en una única imagen operativa, normalmente con una vista en tiempo real del OEE por línea, la producción por línea y el tiempo de inactividad por línea.
Esta estructura de tres niveles refleja el modelo por capas de las operaciones de fábrica definido por la norma ISA-95, la norma internacional para la integración de sistemas de control empresarial publicada por la Sociedad Internacional de Automatización.
Cada vista está pensada para un responsable de la toma de decisiones distinto. Los operarios trabajan a nivel de máquina. Los supervisores, a nivel de línea. Los jefes de planta y los directores de operaciones, a nivel de fábrica. Un sistema de supervisión que solo ofrece una de estas tres perspectivas obliga a los otros dos a trabajar a ciegas.
Detección de microparadas y cálculo del OEE en tiempo real
Una microparada es una interrupción tan breve que el operario no la registra. A lo largo de un turno, las microparadas se acumulan y suponen una pérdida de capacidad significativa, a menudo superior al tiempo de inactividad oficial. Los programas genéricos de seguimiento del tiempo de inactividad no las detectan porque dependen de que los operarios registren las interrupciones.
Un sistema de supervisión de la producción en tiempo real los detecta automáticamente, ya que los equipos informan continuamente del estado de las máquinas y el software clasifica las paradas, las microparadas, las configuraciones, los cambios de formato, la limpieza y el CIP sin que el operador tenga que tocar la pantalla. Una vez que las microparadas quedan al descubierto, el equipo de mantenimiento puede centrarse en las causas recurrentes y la planificación de la capacidad se vuelve más precisa.
La monitorización del OEE en tiempo real es la evolución lógica. El OEE es una cifra única que combina disponibilidad, rendimiento y calidad. Cuando esa cifra se actualiza en tiempo real mientras la línea está en funcionamiento, los supervisores dejan de perseguir la caída del OEE de ayer y empiezan a solucionar la de hoy. En el sector alimentario en concreto, el OEE presenta sus propias complicaciones debido a los procesos de peso variable y a los componentes de rendimiento basados en el rendimiento. El organismo de normalización MESA International mantiene la referencia canónica sobre cómo los sistemas de ejecución de la fabricación (MES) deben gestionar el flujo de datos de calidad junto con los datos de producción. En el próximo artículo de esta serie abordaremos los mecanismos específicos del sector alimentario relacionados con el OEE en tiempo real.
Lo que deben orientar los datos: las decisiones sobre la gestión de pedidos y la producción, no los paneles de control
El objetivo de la supervisión de la producción en tiempo real no es mirar una pantalla, sino influir en lo que va a suceder a continuación. El enfoque adecuado es la gestión de pedidos y de la producción: los datos deben servir para que el siguiente pedido de producción se desarrolle mejor que el actual.
Adaptar el calendario cuando varíe la materia prima
En el sector avícola, la composición real de las aves disponibles una mañana determinada rara vez se ajusta al plan elaborado una semana antes. El calibre varía. Los rendimientos varían. Los pedidos de los clientes cambian. Un sistema de seguimiento vinculado al sistema de planificación puede señalar estas variaciones a los pocos minutos de la recepción, y el programa del día puede ajustarse antes del primer corte. Sin esa conexión, el plan se basa en suposiciones y el coste no se conoce hasta el final del turno.
Reducir la pérdida de rendimiento mediante medidas correctivas inmediatas
Si el rendimiento cae un 2 % en una línea de deshuesado a las 9:15 de la mañana, el coste de ese 2 % se acumula con cada minuto que la línea sigue funcionando. Con la supervisión en tiempo real, el supervisor detecta la caída durante el mismo turno y puede intervenir: cambiar una cuchilla, ajustar la temperatura o reasignar a un operario. Sin ella, la caída no se descubre hasta que se realiza el cierre diario, y la medida correctiva consiste en una reunión al día siguiente.
Dos fábricas de alimentos, dos puntos de partida
Los dos casos prácticos que se presentan a continuación corresponden a empresas portuguesas de procesamiento avícola; ambas implementaron BRAINR en cuatro meses y ambas partían de sistemas basados en papel y sistemas heredados inconexos. Los puntos de partida eran distintos y los beneficios operativos también. Sin embargo, el patrón que los une es el mismo: datos en tiempo real capturados en el punto de origen, vinculados a la orden de producción y puestos a disposición de las personas que podían actuar en consecuencia.
Avisabor: pasando de 40 000 a 190 000 aves al día
Avisabor es un matadero avícola portugués a gran escala que abastece a los principales minoristas de Portugal y España. Antes de BRAINR, la empresa gestionaba sus registros en papel, mediante múltiples hojas de Excel y varios sistemas heredados que no se comunicaban entre sí.
En cuatro meses, la operación pasó a una producción totalmente digitalizada: se incorporaron al sistema 35 líneas de producción, se formó a más de 100 usuarios, se conectaron más de 100 dispositivos y se integró de forma nativa el plan de sacrificio de Marel. En su estado de funcionamiento habitual, la operación realiza ahora alrededor de 5.000 controles de calidad y 2,6 millones de etiquetas al mes, todos ellos registrados en el momento de su generación, en lugar de introducirlos manualmente a posteriori.
El tiempo medio de almacenamiento en el almacén se redujo en un 50 %. Los fallos en las entregas se redujeron en un 90 %, los márgenes mejoraron en un 15 % y la frescura mejoró en un 50 %. Con BRAINR, la fábrica pudo pasar de 40 000 a 190 000 aves al día sin perder el control. Las mejoras en la gestión del almacén de alimentos fueron fundamentales para esa ampliación, ya que la visibilidad de las existencias en tiempo real eliminó el margen de seguridad que requería el antiguo proceso basado en papel.
Mira la historia completa de Avisabor en el vídeo que aparece a continuación.
Campoaves Viseu: pedidos de gran variedad y bajo volumen con trazabilidad total y certificación IFS
Campoaves Viseu es una empresa diferente: sin matadero, con materias primas 100 % frescas y de muy corta duración, un amplio catálogo de referencias y numerosos pedidos de producción diarios de pequeño volumen que generan alrededor de 60 000 bandejas al día. Antes de BRAINR, la fábrica funcionaba a base de comunicación verbal y papel, con la introducción manual de datos en Excel y en las máquinas de etiquetado. Un solo error tipográfico podía provocar un problema de trazabilidad en todo un lote.
En cuatro meses, se digitalizaron 21 líneas de producción en las fases de recorte, deshuesado, troceado, corte en lonchas y envasado. Se formó a más de 80 usuarios, se conectaron más de 40 dispositivos y la integración con SAP cerró el círculo entre los datos de planta y los informes financieros. El resultado estratégico fue la certificación IFS, un reto estructural con el anterior enfoque basado en papel, ya que demostrar de forma coherente los controles a nivel de lote y las medidas correctivas resulta mucho más difícil sin un registro de auditoría digital. Los errores de envío se redujeron en un 94 %.
Cómo saber si tu fábrica está preparada y por dónde empezar
Señales de que tu configuración actual no funciona
La mayoría de las fábricas de alimentos que se plantean la supervisión de la producción en tiempo real siguen un patrón reconocible. Los informes de producción se elaboran a mano al final del turno o al final del día. Las cifras de rendimiento se calculan semanalmente y se consideran aproximadas. No se miden las microparadas. La trazabilidad es reactiva: el lote se reconstruye cuando una auditoría o una retirada de productos lo exige. Los registros de calidad (controles HACCP, verificaciones de PCC, desviaciones y medidas correctivas) se guardan en carpetas de papel o en un sistema independiente de la producción.
Si se cumplen tres o más de estas condiciones, la fábrica está funcionando sin visibilidad en tiempo real, independientemente de lo moderno que sea el equipo.
Un punto de partida de 90 días: buenas prácticas de gestión de la producción que resisten la puesta en marcha
La forma más rápida de empezar a supervisar la producción en tiempo real es con una sola línea. Elige la línea en la que el coste de un error sea mayor, normalmente la de mayor volumen o mayor margen. Conecta los equipos, las básculas y las etiquetadoras de esa línea. Vincula los datos a la orden de producción. Muestre una única vista en tiempo real al supervisor. Deje que el sistema funcione durante 30 a 60 días, mida la diferencia entre lo que la línea ha producido realmente y lo que la dirección pensaba que había producido, y utilice esa diferencia para definir el alcance de la implantación.
Tal y como explicó Paulo Gaspar, director general de BRAINR, en una entrevista concedida al *Jornal de Leiria*, el objetivo es aportar valor desde las primeras semanas, dividiendo la fábrica en secciones y adaptándose a las necesidades concretas de cada una de ellas, en lugar de sustituirlo todo de una sola vez. Por parte de la fábrica, esto suele requerir la presencia de entre dos y tres personas durante la implementación: un responsable de operaciones, un responsable de calidad y un responsable de TI o de controles. El equipo del proveedor se encarga del resto.
Dónde encaja la IA y dónde aún no
Existe un creciente interés por los asistentes de IA para las operaciones en fábrica: detección de anomalías, optimización predictiva del rendimiento y apoyo automatizado a la toma de decisiones sobre calidad. Si se implementan correctamente, estos sistemas constituyen la siguiente fase una vez que los datos subyacentes son limpios y continuos. BRAINR está invirtiendo en capacidades en tiempo real basadas en la IA, y el requisito previo es el mismo en todas las fábricas de alimentos: una base de datos en tiempo real de la que la IA pueda aprender. La IA sin datos en tiempo real no tiene nada de inteligente.
Preguntas frecuentes
¿Cuál es la diferencia entre un software de supervisión de la producción en tiempo real y un MES?
La supervisión de la producción en tiempo real es una de las funciones de un sistema de ejecución de la fabricación (MES). Un MES también gestiona la planificación, las recetas, las instrucciones de trabajo, la trazabilidad y los registros de calidad relacionados con los datos en tiempo real. Las herramientas de supervisión independientes pueden mostrar lo que está haciendo una línea de producción; un MES muestra lo que está haciendo en el contexto del pedido, la receta y los requisitos normativos.
¿El seguimiento de la producción es lo mismo que la supervisión de la producción?
En general, sí, en el uso actual. Históricamente, el «seguimiento» se refería al registro de lo que ya había ocurrido, mientras que la «supervisión» se refería a mostrar lo que estaba ocurriendo en directo. Hoy en día, el software de seguimiento de la producción en tiempo real y el sistema de supervisión de la producción en tiempo real describen la misma funcionalidad bajo diferentes denominaciones de los proveedores. La cuestión funcional es si los datos son en tiempo real, se capturan en el origen y están vinculados a una orden de producción planificada.
¿Puede un sistema de supervisión de líneas de producción en tiempo real gestionar productos alimenticios de peso variable?
Solo si se ha diseñado para ello. La mayoría de los sistemas genéricos tratan la producción como un recuento de unidades. Un sistema apto para uso alimentario debe considerar el peso como la unidad principal, integrarse de forma continua con básculas industriales y cerrar las órdenes de producción en función del peso objetivo, en lugar de una cantidad fija. Si la demostración solo muestra ejemplos de recuento de unidades, esa es la respuesta.
¿En qué se diferencia la supervisión del OEE en tiempo real de la supervisión de la producción en tiempo real?
El OEE es un indicador concreto de un sistema de supervisión de la producción. Reúne la disponibilidad, el rendimiento y la calidad en una sola cifra. La supervisión del OEE en tiempo real es la versión en directo de ese cálculo. En el sector alimentario, el OEE presenta sus propias complicaciones debido a los procesos de peso variable y a los componentes de rendimiento basados en el rendimiento.
¿Cuánto tiempo lleva la puesta en marcha de una fábrica de alimentos?
Los dos casos prácticos que se presentan en este artículo lograron una digitalización completa de sus operaciones en cuatro meses. Esto es posible cuando la implementación se estructura en torno a la operación y no al software, y cuando cada módulo se pone en marcha siguiendo una secuencia que garantiza la continuidad de la producción en cada paso.
¿Estás listo para ver cómo funciona la supervisión en tiempo real en tu negocio?
El próximo artículo de esta serie analiza en profundidad el OEE en tiempo real en la industria alimentaria: por qué la fórmula estándar no funciona en procesos de peso variable y cómo deben gestionarse los coproductos y los recortes dentro del componente de calidad.
Si antes de eso desea ver cómo funciona la supervisión de la producción en tiempo real en una planta de procesamiento de alimentos, nuestro equipo puede mostrarle las implementaciones en directo en Avisabor y Campoaves Viseu y explicarle cómo se podría aplicar ese mismo enfoque a sus propias líneas de producción.

Manténgase a la vanguardia con información actualizada
Sumérgete en nuestro blog para descubrir historias, lecciones y detalles detrás de escena de proyectos reales. Es donde compartimos lo que funciona y lo que hemos aprendido en el camino.


