
Real-Time Production Monitoring for Food Factories: Variable Weight, Live Yield, Full Traceability
What real-time production monitoring should actually do in a food factory: variable weight, live yield, full traceability. Two European poultry case studies and a 90-day starting point.


Lusiaves Group estimates between €3.5 and €7 million in annual savings since linking farm-to-factory operations through real-time data. The difference, according to the managing director of one of its largest factories, Diogo Ferreira, is not the data itself. It is the speed at which decisions reach the line.
"Right now you not only make more efficient decisions, but you make them on time. You will not react with these decisions, you will control your factory."
Diogo Ferreira, Managing Director, Lusiaves Marinha das Ondas (Webinar, April 2026)
Most real-time production monitoring software was built for discrete manufacturing. Identical units, fixed cycle times, predictable quality. A car door is a car door. A bolt is a bolt. A chicken breast is not a chicken breast: it varies in weight, yield, fat content and shelf life from one bird to the next, while staying inside food safety rules that no automotive plant has to think about.
This is why generic real time production monitoring software falls over inside a food factory. It can tell you the line is running. It cannot tell you whether that line is profitable, compliant, or producing what was actually scheduled. This guide walks through what real-time production monitoring should actually do in a food factory, with two real European poultry case studies and a practical 90-day starting point.
What is real-time production monitoring?
Real-time production monitoring is the continuous capture of operational data from a production line, equipment and people, displayed and analysed as it happens rather than after the shift. The key word is continuous. Internally at BRAINR we call it second-by-second visibility, which sets the bar correctly: anything slower than that is reporting, not monitoring.
A real time production monitoring system tracks four things: what is being produced, how fast, with what quality, and against which planned order. In a food factory, two more things have to be tracked alongside: how much weight is being lost as yield, and which lots are physically present in the line at any given moment for traceability.
Tracking vs monitoring: same outcome, different starting point
The terms are often used interchangeably and the distinction is mostly historical. Production tracking software started as systems that recorded what had already happened, typically at the end of a run or shift. Production monitoring software took the same data feeds and surfaced them as a continuous operational view, with alerts and corrective actions tied to the data.
Today, real time production tracking software and real time production monitoring system describe the same capability under different vendor labels. The functional question is whether the data is live, captured at source, and tied to a planned production order. With shift-end tracking, the corrective action lands on tomorrow's run; with real-time monitoring, it lands on the next ten minutes of production.
Why generic monitoring tools fall apart in a food factory
Most production monitoring software platforms are designed around assumptions that hold in discrete manufacturing and break in food. Three of those assumptions matter most.
The variable-weight problem
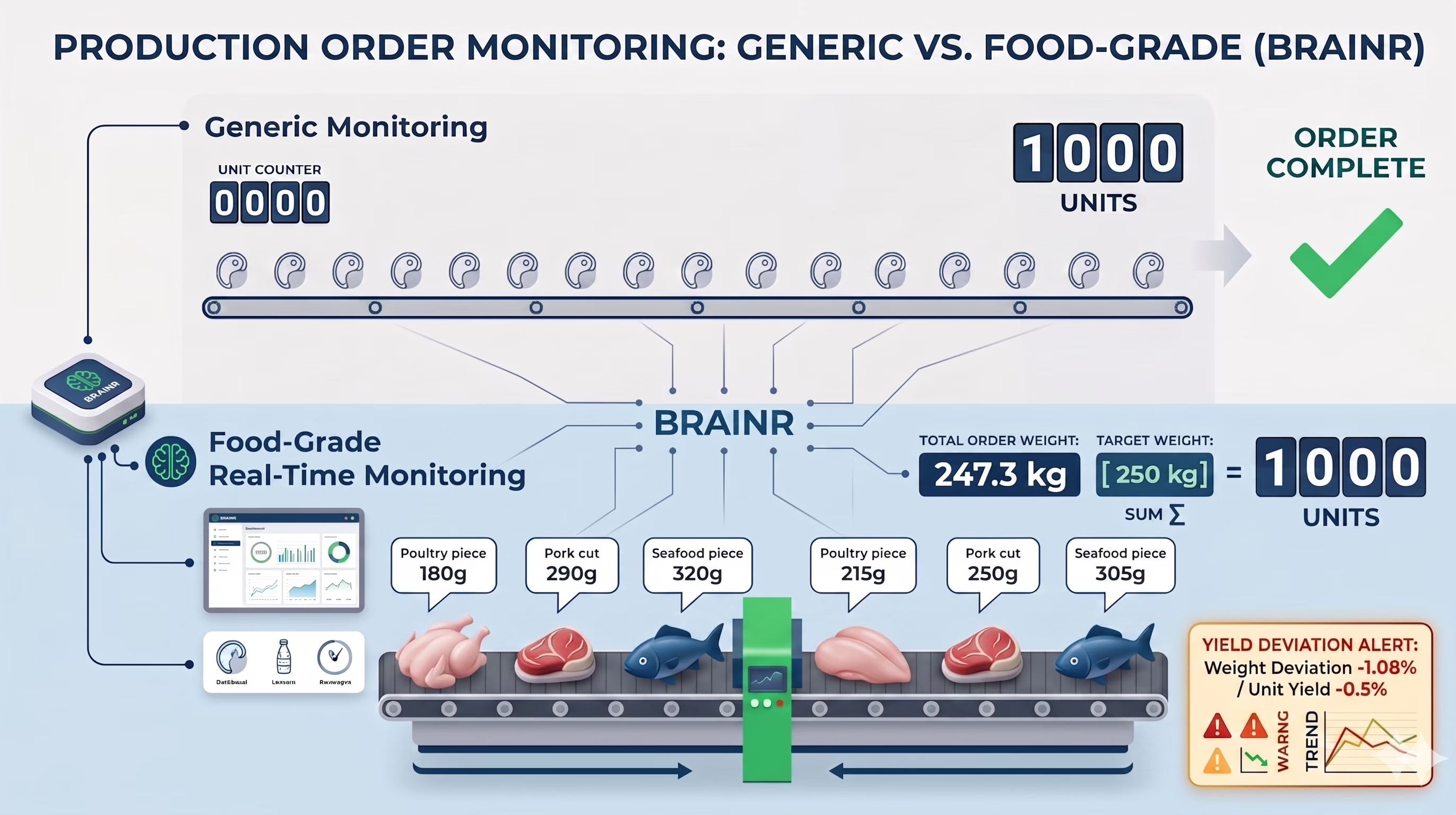
Generic factory monitoring software assumes a unit is a unit. One car. One bolt. One bottle. Counting units gives you throughput, and throughput gives you OEE.
In a poultry plant, a unit is a chicken breast that weighs anywhere between 180g and 320g. In a sausage factory, a unit is a tray with a target weight and a tolerance band. In a deboning line, the value of every cut is determined by yield, not count. If your monitoring system counts units, it tells you almost nothing about what the line actually produced in terms of saleable weight.
Real-time production monitoring for food has to handle weight as the primary unit of output. Scales feed the system continuously, and the production order is closed when the target weight is reached, not when a fixed unit count is hit.
The yield-loss problem
Yield loss is the gap between what went into the line and what came out as saleable product. In food, that gap is significant, variable, and directly tied to margin. A 1% drop in yield, in a poultry operation processing several hundred thousand birds per month, is a measurable cost that has to be caught while the line is running, not at month-end.
BRAINR's CEO Paulo Gaspar put it directly during a public webinar earlier this year:
"From all the factories I've visited in Europe, what I see most is people not measuring yield on their shop floor, on production orders, on production lines. By simply not measuring, leaders don't know what they're missing. We cannot optimise what we cannot measure."
Paulo Gaspar, CEO, BRAINR (Webinar, April 2026)
Generic real time production tracking software does not capture yield because it has no concept of input weight, output weight, and trim. It treats trim and offal as scrap, when in a meat plant the offal stream is itself a product line that needs to be tracked, weighed and reconciled.
The food safety and traceability problem
In automotive, you can run a line for hours without thinking about which lot is on the conveyor. In food, you cannot run for ten minutes without that question being live. Real-time production monitoring in a food factory has to know, at any given second: which raw material lot is feeding the line, which finished lot is being produced, which operator is signed in at the station, which scale weighed the input, and which labelling station produced the output.
If a quality alert is raised, the system has to identify the affected lots within seconds, supporting a containment decision and CAPA workflow that would otherwise take hours of manual reconciliation. This is the structural reason quality cannot be a separate system bolted onto generic monitoring software. It has to be the same data model, captured at the same point, with the same timestamp, as it is inside a food-native QMS.
"In meat processing, quality cannot live in spreadsheets or after-the-fact reports. In BRAINR, quality is part of execution. All records are digital, time-stamped and tamper-proof."
BRAINR Capability Sheet (2026)
That digital, time-stamped audit trail is what auditors increasingly expect under HACCP, BRC and IFS. BRCGS publishes its position on digital records and audit-trail expectations directly on its standards portal.
How real-time production monitoring works in a food factory
A working real time production monitoring system in food has three layers: data capture, data context, and operational action. Each layer answers a different question, and skipping any of the three produces a dashboard that looks impressive but does not change what the line does.
Where the data comes from: sensors, scales, labellers, mobile devices
The data feeding a food production tracking software system comes from four sources. Equipment sensors and PLCs report machine state, speed and stoppage codes. Industrial scales report weight per unit and per minute. Labellers and printers report what was produced and when. Mobile devices on the shopfloor report manual events: setup completed, sanitation finished, quality check passed, deviation recorded.
BRAINR connects directly to the equipment ecosystem most food factories already run on: Bizerba, Marel, Zebra, Captemp, MTECH and BarTender, with data captured automatically and no manual transcription. The principle is simple: if the equipment is already exposing data, the monitoring layer should consume it natively rather than asking the operator to type it in.
Real-time machine monitoring without manual input
Real-time machine monitoring means the machines tell the system what they are doing without an operator typing it in. The job of the monitoring layer is to read that data continuously, classify it (running, idle, planned stop, unplanned stop, microstoppage, changeover, sanitation), and align it to the active production order.
Any system that requires operators to log machine state by hand will be wrong, not because operators are unreliable but because they are running a line. In live BRAINR deployments, the mobile shopfloor app reaches over 95% adoption among operators because it removes data-entry burden rather than adding it.
Machine-level, line-level and factory-level views
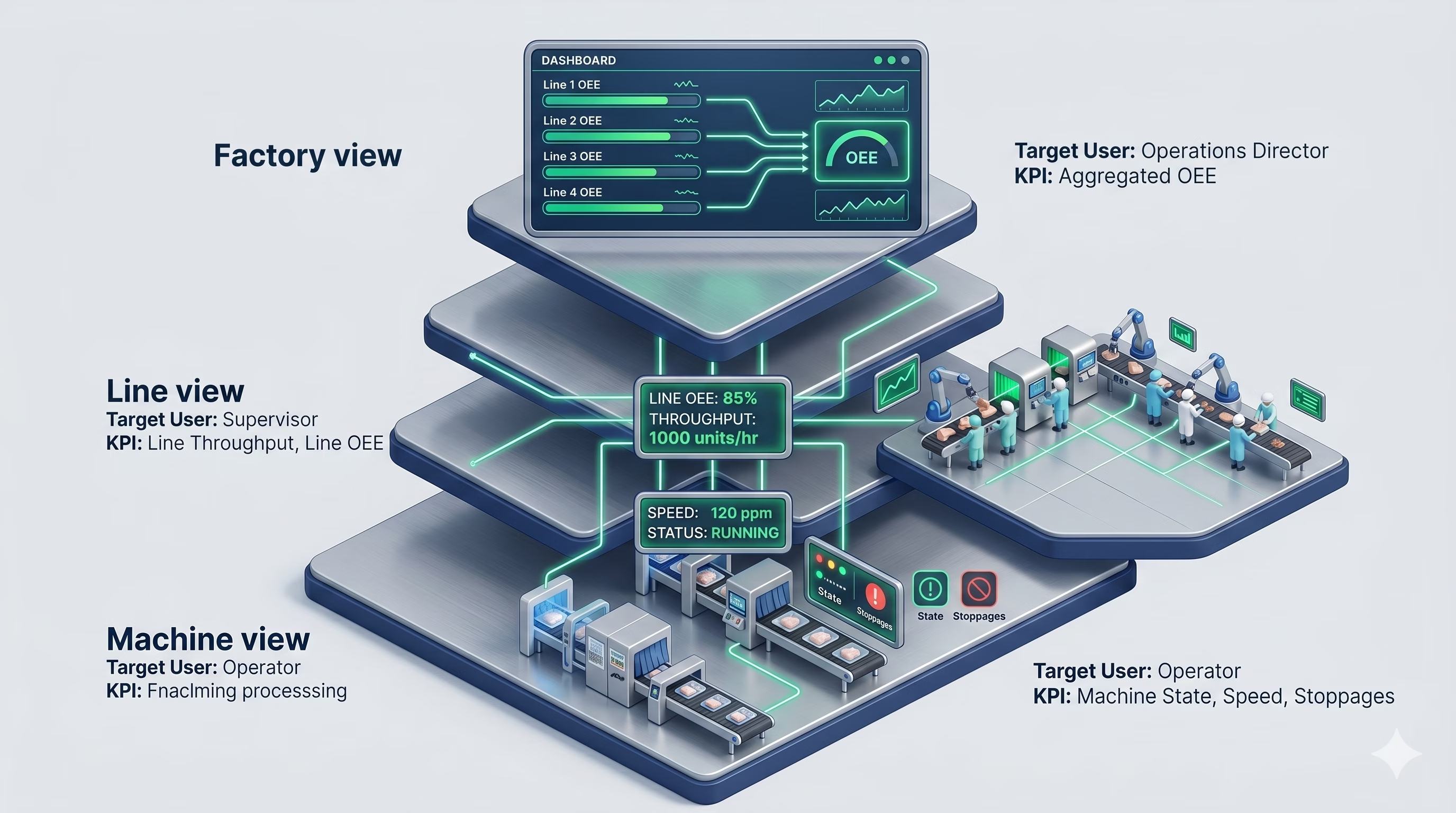
A complete production line monitoring system surfaces the same underlying data at three levels. Machine-level views show one piece of equipment: a deboner, a slicer, an injector. Line-level views show a sequence of machines that together produce a finished product, including the people, the conveyors and the scales between them. Factory-level views aggregate every line into a single operational picture, usually with a real-time view of OEE per line, output per line, and downtime per line.
This three-level structure mirrors the layered model of factory operations defined by ISA-95, the international standard for enterprise-control system integration published by the International Society of Automation.
Each view exists for a different decision-maker. Operators work at machine level. Supervisors work at line level. Plant managers and operations directors work at factory level. A monitoring system that only delivers one of the three forces the other two to work blind.
Catching microstoppages and rolling up to real-time OEE
A microstoppage is a stop short enough that an operator does not log it. Across a shift, microstoppages accumulate into significant lost capacity, often more than headline downtime. Generic downtime tracking software misses them because it relies on operators to record stoppages.
A real-time production monitoring system catches them automatically because the equipment reports machine state continuously, and software classifies stoppages, microstoppages, setups, format changes, cleaning and CIP without an operator having to touch the screen. Once microstoppages are visible, maintenance can target the recurring causes and capacity planning becomes more accurate.
Real-time OEE monitoring is the natural rollup. OEE is a single number combining availability, performance and quality. When that number updates live as the line runs, supervisors stop chasing yesterday's OEE drop and start fixing today's. In food specifically, OEE has its own complications because of variable-weight processes and yield-based performance components. The standards body MESA International maintains the canonical reference for how Manufacturing Execution Systems should handle quality data flow alongside production data. We cover the food-specific mechanics of real-time OEE in the next article in this series.
What the data should drive: order and production management decisions, not dashboards
The point of real-time production monitoring is not to look at a screen. It is to change what happens next. The right framing is order and production management: the data should make the next production order land better than the current one.
Schedule adaptation when raw material varies
In poultry, the actual mix of birds available on a given morning rarely matches the plan made a week earlier. Caliber varies. Yields vary. Customer orders shift. A monitoring system tied to the planning system can flag this within minutes of intake, and the day's schedule can be adjusted before the first cut. Without that connection, the plan runs on assumptions and the cost shows up at end of shift.
Reducing yield loss through immediate corrective action
If yield drops 2% on a deboning line at 9:15am, the cost of that 2% compounds for every minute the line keeps running. With real-time monitoring, the supervisor sees the drop within the same shift and can intervene: a blade change, a temperature adjustment, an operator reassignment. Without it, the drop is discovered when the day's reconciliation runs, and the corrective action is a meeting tomorrow.
Two food factories, two starting points
Both case studies below are Portuguese poultry processors, both deployed BRAINR in four months, both started from paper and disconnected legacy systems. The starting points were different and the operational gains were different. The pattern that connects them is the same: real-time data captured at source, tied to the production order, surfaced to the people who could act on it.
Avisabor: scaling from 40,000 to 190,000 birds per day
Avisabor is a large-scale Portuguese poultry slaughterhouse supplying major retailers across Portugal and Spain. Before BRAINR, the company ran on paper records, multiple Excel sheets and several legacy systems that did not communicate.
In four months the operation moved to fully digitised production: 35 production lines brought into the system, more than 100 users trained, more than 100 devices connected, native Marel slaughter-plan integration. At steady state the operation now runs around 5,000 quality checks and 2.6 million labels every month, all captured at source rather than typed in afterwards.
Average warehouse storage time dropped by 50%. Delivery failures dropped by 90%, margins improved by 15%, freshness improved by 50%. With BRAINR the factory was able to scale from 40,000 to 190,000 birds per day, without losing control. The food warehouse management improvements were central to that scale-up, with real-time stock visibility eliminating the inventory buffer the old paper-based process required.
Watch the full Avisabor story in the video below.
Campoaves Viseu: high-mix, low-volume orders with full traceability and IFS certification
Campoaves Viseu is a different kind of operation: no slaughterhouse, 100% fresh raw materials with very short shelf life, a large catalogue of SKUs through many small daily production orders generating around 60,000 trays per day. Before BRAINR, the factory ran on verbal communication and paper, with manual data entry into Excel and into labelling machines. A single typing error could create a traceability issue across an entire batch.
In four months, 21 production lines were digitised across trimming, deboning, cutting, slicing and packaging. More than 80 users trained, 40+ devices connected, integration with SAP closed the loop between shopfloor data and financial reporting. The strategic outcome was IFS certification, a structural challenge under the previous paper-based approach because evidencing batch-level controls and corrective actions consistently is significantly harder without a digital audit trail. Shipping errors fell by 94%.
How to know if your factory is ready, and where to start
Signs your current setup is failing
Most food factories looking at real-time production monitoring share a recognisable pattern. Production reports are produced at end of shift or end of day, by hand. Yield numbers are calculated weekly and treated as approximate. Microstoppages are not measured. Traceability is reactive: the lot is reconstructed when an audit or recall demands it. Quality records (HACCP checks, CCP verifications, deviations and corrective actions) live in paper folders or in a system separate from production.
If three or more of these are true, the factory is operating without real-time visibility, regardless of how modern the equipment is.
A 90-day starting point: production management best practices that survive deployment
The fastest way into real-time production monitoring is one line. Pick the line where the cost of being wrong is highest, typically the highest-volume or highest-margin line. Connect the equipment, scales and labellers on that line. Tie the data to the production order. Surface a single live view to the supervisor. Run for 30 to 60 days, measure the gap between what the line actually produced and what management thought it produced, and use that gap to scope the rollout.
As BRAINR's CEO Paulo Gaspar put it in a Jornal de Leiria interview, the goal is to deliver value within the first weeks by sectioning the factory and adapting to each section's actual needs, not to replace everything at once. From the factory side this typically requires 2 to 3 people during deployment: an operations lead, a quality lead, and an IT or controls lead. The vendor team carries the rest.
Where AI fits, and where it does not yet
There is rising interest in AI assistants for factory operations: anomaly detection, predictive yield optimisation, automated quality decision support. Done well, these become the next layer once the underlying data is clean and continuous. BRAINR is investing in AI-powered real-time capabilities, and the prerequisite is the same in every food factory: a real-time data foundation that the AI can learn from. AI without real-time data has nothing to be intelligent about.
Frequently asked questions
What is the difference between real-time production monitoring software and an MES?
Real-time production monitoring is one capability inside a Manufacturing Execution System. An MES also handles the planning, recipes, work instructions, traceability and quality records that surround the live data. Standalone monitoring tools can show what a line is doing; an MES shows what it is doing in the context of the order, the recipe and the regulatory requirements.
Is production tracking the same as production monitoring?
Mostly yes, in modern usage. Tracking historically referred to recording what had already happened; monitoring referred to surfacing what was happening live. Today, real time production tracking software and real time production monitoring system describe the same capability under different vendor labels. The functional question is whether the data is live, captured at source, and tied to a planned production order.
Can a real time production line monitoring system handle variable-weight food products?
Only if it was designed for it. Most generic systems treat output as a unit count. A food-grade system has to treat weight as a primary unit, integrate with industrial scales continuously, and close production orders against target weight rather than fixed quantity. If the demo only shows unit-count examples, that is the answer.
How does real-time OEE monitoring differ from real-time production monitoring?
OEE is one specific output of a production monitoring system. It rolls up availability, performance and quality into a single number. Real-time OEE monitoring is the live version of that calculation. In food, OEE has its own complications because of variable-weight processes and yield-based performance components.
How long does deployment take in a food factory?
Both case studies in this article reached fully digitised operations in four months. That is achievable when the deployment is structured around the operation rather than around the software, and when each module is rolled out in a sequence that protects production at every step.
Ready to see what real-time monitoring looks like in your operation?
The next article in this series goes deep on real-time OEE in food manufacturing: why the standard formula breaks on variable-weight processes, and how co-products and trim should be handled inside the quality component.
If you want to see real-time production monitoring running on a food factory floor before that, our team can walk you through the live deployments at Avisabor and Campoaves Viseu and show how the same approach would map to your own lines.

Stay Ahead with Fresh Insights
Dive into our blog for stories, lessons, and behind-the-scenes insights from real projects. It’s where we share what’s working — and what we’ve learned along the way.


