
Realtime productiebewaking voor voedingsmiddelenfabrieken: variabel gewicht, actuele opbrengst, volledige traceerbaarheid
Wat realtime productiebewaking in een voedingsmiddelenfabriek eigenlijk zou moeten doen: variabel gewicht, actuele opbrengst, volledige traceerbaarheid. Twee Europese casestudy’s uit de pluimveesector en een startpunt van 90 dagen.


De Lusiaves Group schat dat er jaarlijks tussen de 3,5 en 7 miljoen euro wordt bespaard sinds de activiteiten van boerderij tot fabriek via realtime gegevens op elkaar zijn afgestemd. Het verschil zit hem volgens Diogo Ferreira, algemeen directeur van een van de grootste fabrieken van de groep, niet in de gegevens zelf, maar in de snelheid waarmee beslissingen de productielijn bereiken.
"Op dit moment neemt u niet alleen efficiëntere beslissingen, maar neemt u ze ook op tijd. Met deze beslissingen reageert u niet alleen, maar houdt u de touwtjes in handen in uw fabriek."
Diogo Ferreira, algemeen directeur, Lusiaves Marinha das Ondas (webinar, april 2026)
De meeste software voor realtime productiebewaking is ontwikkeld voor de discrete productie. Identieke eenheden, vaste cyclustijden, voorspelbare kwaliteit. Een autodeur is een autodeur. Een bout is een bout. Een kipfilet is geen kipfilet: het gewicht, het rendement, het vetgehalte en de houdbaarheid variëren van kip tot kip, terwijl men zich wel aan voedselveiligheidsvoorschriften moet houden waar geen enkele autofabriek zich zorgen over hoeft te maken.
Dit is de reden waarom generieke software voor realtime productiebewaking in een voedingsmiddelenfabriek tekortschiet. De software kan wel aangeven dat de productielijn draait, maar kan niet vertellen of die lijn winstgevend is, aan de voorschriften voldoet of daadwerkelijk produceert wat er gepland stond. In deze gids wordt uitgelegd wat realtime productiebewaking in een voedingsmiddelenfabriek eigenlijk zou moeten doen, aan de hand van twee concrete Europese casestudy’s uit de pluimveesector en een praktisch stappenplan voor de eerste 90 dagen.
Wat is realtime productiebewaking?
Realtime productiebewaking is het continu vastleggen van operationele gegevens van een productielijn, apparatuur en personeel, die direct worden weergegeven en geanalyseerd in plaats van pas na afloop van de dienst. Het sleutelwoord is ‘continu’. Intern bij BRAINR noemen we dit ‘zichtbaarheid van seconde tot seconde’, wat de lat op de juiste hoogte legt: alles wat trager is, is rapportage, geen bewaking.
Een realtime productiebewakingssysteem houdt vier zaken bij: wat er wordt geproduceerd, hoe snel, met welke kwaliteit en in het kader van welke productieorder. In een voedingsmiddelenfabriek moeten daarnaast nog twee zaken worden bijgehouden: hoeveel gewicht er als uitval verloren gaat, en welke partijen er op elk moment fysiek in de productielijn aanwezig zijn met het oog op traceerbaarheid.
Tracking versus monitoring: hetzelfde resultaat, een ander uitgangspunt
Deze termen worden vaak door elkaar gebruikt en het verschil is vooral van historische aard. Productietrackingsoftware begon als systemen die registreerden wat er al was gebeurd, meestal aan het einde van een productierun of een dienst. Productiemonitoringsoftware gebruikte dezelfde gegevensstromen en presenteerde deze als een continu operationeel overzicht, met waarschuwingen en corrigerende maatregelen die aan de gegevens waren gekoppeld.
Tegenwoordig verwijzen de termen ‘software voor realtime productietracking’ en ‘realtime productiebewakingssysteem’ onder verschillende merknamen naar dezelfde functionaliteit. De cruciale vraag is of de gegevens live zijn, direct bij de bron worden vastgelegd en gekoppeld zijn aan een geplande productieorder. Bij tracking aan het einde van een dienst worden corrigerende maatregelen pas in de productie van morgen doorgevoerd; bij realtime bewaking worden ze al in de komende tien minuten van de productie doorgevoerd.
Waarom generieke monitoringtools in een voedingsmiddelenfabriek tekortschieten
De meeste softwareplatforms voor productiebewaking zijn ontworpen op basis van aannames die gelden voor de discrete productie, maar niet voor de voedingsmiddelenindustrie. Drie van die aannames zijn het belangrijkst.
Het probleem van het variabele gewicht
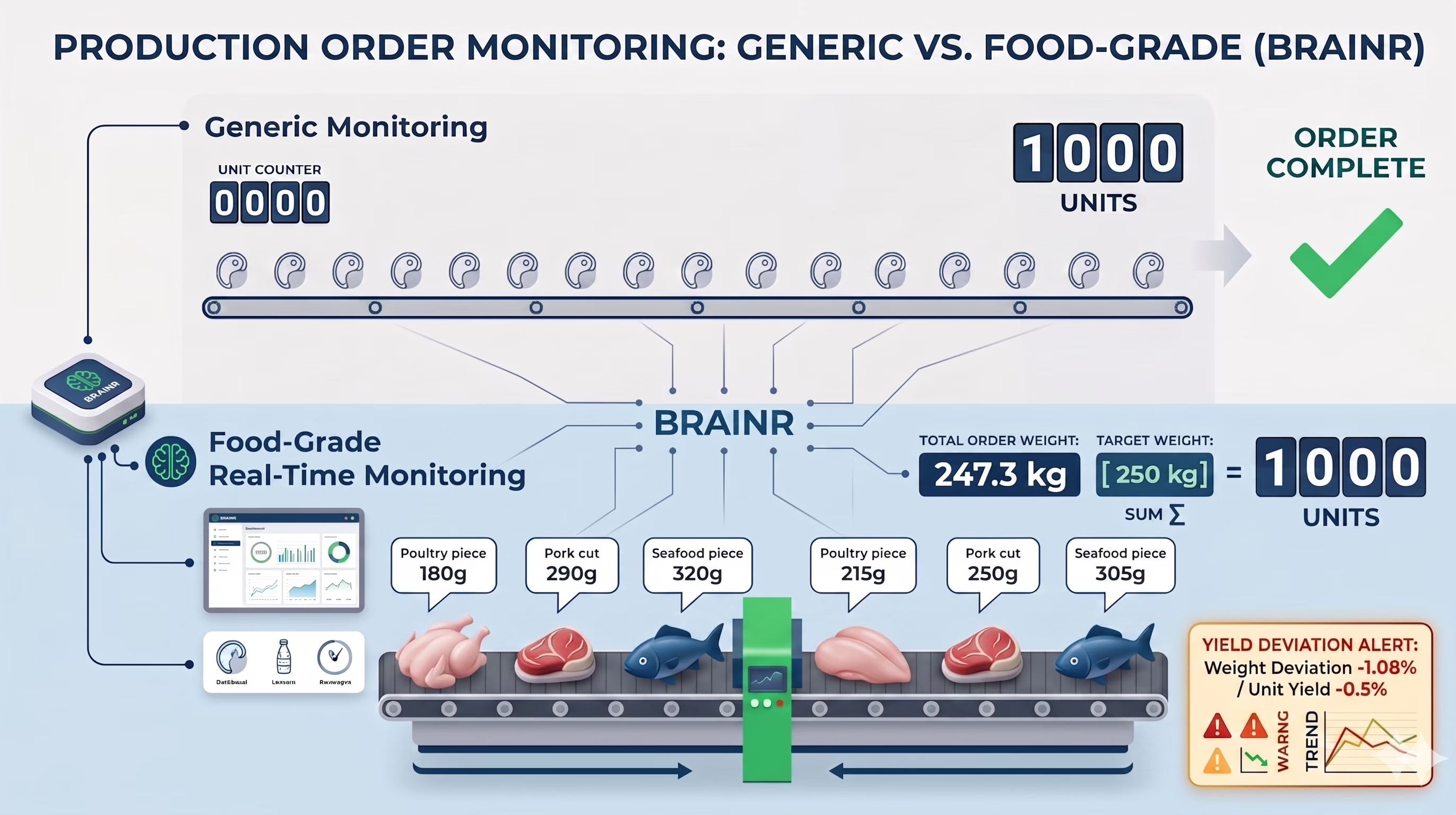
Standaardsoftware voor fabrieksmonitoring gaat ervan uit dat een eenheid een eenheid is. Eén auto. Eén bout. Eén fles. Door eenheden te tellen, krijg je de doorvoer, en de doorvoer levert je de OEE op.
In een pluimveeverwerkingsbedrijf is een eenheid een kipfilet met een gewicht tussen 180 en 320 gram. In een worstfabriek is een eenheid een bakje met een streefgewicht en een tolerantiemarge. In een uitbeenlijn wordt de waarde van elk stuk vlees bepaald door de opbrengst, niet door het aantal stuks. Als uw monitoringsysteem eenheden telt, zegt dat vrijwel niets over wat de lijn daadwerkelijk heeft geproduceerd in termen van verkoopbaar gewicht.
Bij realtime productiebewaking voor voedingsmiddelen moet het gewicht als primaire output-eenheid worden gehanteerd. Weegschalen sturen continu gegevens naar het systeem, en de productieopdracht wordt afgesloten zodra het streefgewicht is bereikt, niet wanneer een vast aantal eenheden is bereikt.
Het probleem van opbrengstverlies
Opbrengstverlies is het verschil tussen wat er in de productielijn is ingevoerd en wat er als verkoopbaar product uit is gekomen. In de voedingssector is dat verschil aanzienlijk, variabel en rechtstreeks gekoppeld aan de marge. Een daling van de opbrengst met 1% in een pluimveebedrijf dat maandelijks enkele honderdduizenden dieren verwerkt, is een meetbare kostenpost die moet worden opgemerkt terwijl de productielijn draait, en niet pas aan het einde van de maand.
Paulo Gaspar, CEO van BRAINR, verwoordde het eerder dit jaar tijdens een openbaar webinar heel duidelijk:
"Van alle fabrieken die ik in Europa heb bezocht, valt mij vooral op dat mensen de opbrengst op de werkvloer, bij productieorders en op productielijnen niet meten. Door simpelweg niet te meten, weten leidinggevenden niet wat ze mislopen. We kunnen niet optimaliseren wat we niet kunnen meten."
Paulo Gaspar, CEO, BRAINR (Webinar, april 2026)
Standaardsoftware voor realtime productietracking houdt geen rekening met de opbrengst, omdat er geen onderscheid wordt gemaakt tussen het gewicht van de grondstoffen, het gewicht van de eindproducten en het afsnijafval. Afsnijafval en slachtafval worden als afval behandeld, terwijl in een vleesverwerkingsbedrijf de stroom slachtafval op zichzelf een productlijn vormt die moet worden bijgehouden, gewogen en afgestemd.
Het probleem van voedselveiligheid en traceerbaarheid
In de automobielindustrie kun je een productielijn urenlang laten draaien zonder je af te vragen welke partij er op de transportband ligt. In de voedingsmiddelenindustrie kun je nog geen tien minuten draaien zonder dat die vraag speelt. Bij realtime productiebewaking in een voedingsmiddelenfabriek moet op elk moment duidelijk zijn: welke partij grondstoffen er in de lijn wordt aangevoerd, welke partij eindproduct er wordt geproduceerd, welke medewerker er op het werkstation is ingelogd, welke weegschaal de grondstoffen heeft gewogen en welk etiketteerstation het eindproduct heeft geproduceerd.
Als er een kwaliteitswaarschuwing wordt gegenereerd, moet het systeem binnen enkele seconden de betrokken partijen identificeren, ter ondersteuning van een besluit over de inperking en de CAPA-workflow – een proces dat anders uren aan handmatige afstemming zou vergen. Dit is de fundamentele reden waarom kwaliteitsbeheer geen apart systeem kan zijn dat aan generieke monitoringsoftware wordt gekoppeld. Het moet hetzelfde datamodel zijn, op hetzelfde moment vastgelegd, met dezelfde tijdstempel, net zoals binnen een specifiek voor de voedingssector ontwikkeld QMS.
"In de vleesverwerking kan kwaliteit niet beperkt blijven tot spreadsheets of rapporten achteraf. Bij BRAINR maakt kwaliteit deel uit van de uitvoering. Alle gegevens zijn digitaal, voorzien van een tijdstempel en fraudebestendig."
BRAINR Capability Sheet (2026)
Dat digitale, van een tijdstempel voorziene audittraject is wat auditors steeds vaker verwachten in het kader van HACCP, BRC en IFS. BRCGS publiceert zijn standpunt over digitale documentatie en de verwachtingen ten aanzien van het audittraject rechtstreeks op zijn normenportaal.
Hoe realtime productiebewaking in een voedingsmiddelenfabriek werkt
Een goed functionerend realtime productiebewakingssysteem in de voedingsmiddelenindustrie bestaat uit drie lagen: gegevensverzameling, gegevenscontext en operationele maatregelen. Elke laag biedt antwoord op een andere vraag, en als een van deze drie lagen wordt overgeslagen, ontstaat er een dashboard dat er weliswaar indrukwekkend uitziet, maar geen invloed heeft op de werking van de productielijn.
Waar de gegevens vandaan komen: sensoren, weegschalen, etiketteermachines, mobiele apparaten
De gegevens die in een softwaresysteem voor het bijhouden van de voedselproductie worden ingevoerd, zijn afkomstig uit vier bronnen. Sensoren en PLC’s van de apparatuur geven informatie door over de status van de machines, de snelheid en storingscodes. Industriële weegschalen geven het gewicht per eenheid en per minuut door. Etiketteermachines en printers geven door wat er is geproduceerd en wanneer. Mobiele apparaten op de werkvloer registreren handmatige handelingen: instelling voltooid, reiniging afgerond, kwaliteitscontrole geslaagd, afwijking geregistreerd.
BRAINR sluit rechtstreeks aan op het ecosysteem van apparatuur waarmee de meeste voedingsmiddelenfabrieken al werken: Bizerba, Marel, Zebra, Captemp, MTECH en BarTender. Gegevens worden automatisch vastgelegd, zonder dat handmatige invoer nodig is. Het principe is eenvoudig: als de apparatuur al gegevens beschikbaar stelt, moet de monitoringlaag deze gegevens rechtstreeks verwerken in plaats van de operator te vragen ze in te voeren.
Realtime machinemonitoring zonder handmatige invoer
Realtime machinebewaking houdt in dat de machines zelf aan het systeem doorgeven wat ze aan het doen zijn, zonder dat een operator dit handmatig hoeft in te voeren. De taak van de bewakingslaag is om die gegevens continu te lezen, te classificeren (in bedrijf, stilstand, geplande stilstand, ongeplande stilstand, korte stilstand, omschakeling, reiniging) en af te stemmen op de actieve productieorder.
Elk systeem waarbij operators de machinestatus handmatig moeten registreren, is gedoemd te mislukken – niet omdat operators onbetrouwbaar zijn, maar omdat ze een productielijn moeten draaiende houden. Bij daadwerkelijke implementaties van BRAINR wordt de mobiele werkvloer-app door meer dan 95% van de operators gebruikt, omdat deze de last van gegevensinvoer wegneemt in plaats van deze te vergroten.
Overzichten op machineniveau, lijnniveau en fabrieksniveau
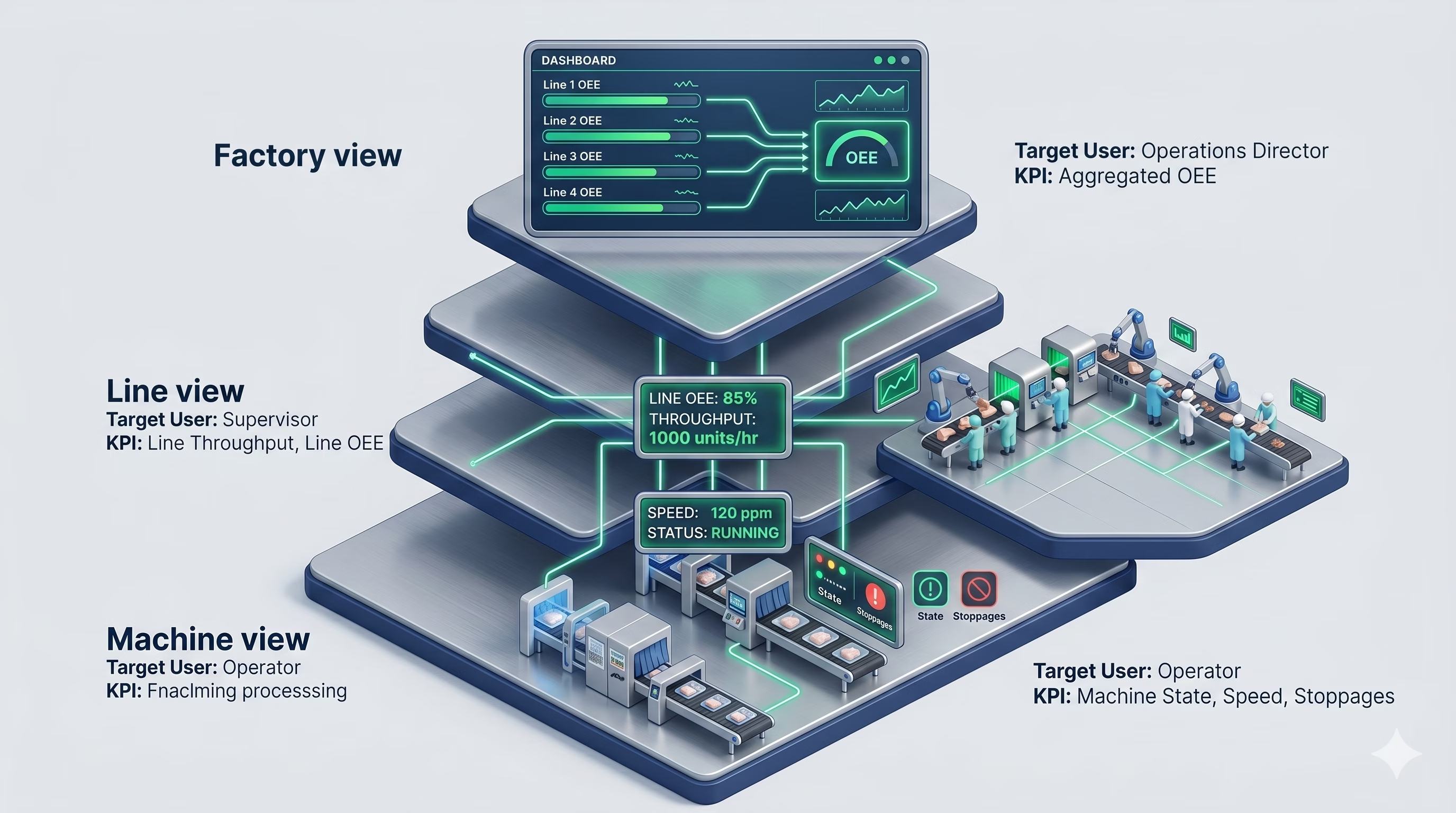
Een compleet monitoringsysteem voor productielijnen presenteert dezelfde onderliggende gegevens op drie niveaus. Weergaven op machineniveau tonen één apparaat: een ontbeender, een snijmachine of een injectormachine. Weergaven op lijnniveau tonen een reeks machines die samen een eindproduct produceren, inclusief de mensen, de transportbanden en de weegschalen daartussen. Weergaven op fabrieksniveau voegen elke lijn samen tot één operationeel overzicht, meestal met een realtime weergave van de OEE per lijn, de output per lijn en de stilstandtijd per lijn.
Deze structuur met drie niveaus weerspiegelt het gelaagde model van fabrieksprocessen zoals gedefinieerd in ISA-95, de internationale norm voor de integratie van bedrijfsbesturingssystemen die is gepubliceerd door de International Society of Automation.
Elk overzicht is bedoeld voor een andere besluitvormer. Operators werken op machineniveau. Leidinggevenden werken op lijnniveau. Fabrieksmanagers en operationeel directeuren werken op fabrieksniveau. Een monitoringsysteem dat slechts één van deze drie niveaus bestrijkt, zorgt ervoor dat de andere twee in het duister tasten.
Microstilstanden detecteren en samenvoegen tot realtime OEE
Een microstop is een onderbreking die zo kort is dat een operator deze niet registreert. Gedurende een dienst stapelen microstops zich op tot een aanzienlijk capaciteitsverlies, vaak meer dan de officiële stilstandtijd. Standaardsoftware voor het bijhouden van stilstandtijd registreert deze niet, omdat deze ervan uitgaat dat operators de onderbrekingen zelf vastleggen.
Een realtime productiebewakingssysteem registreert deze automatisch, omdat de apparatuur continu de machinestatus doorgeeft en de software stilstanden, micro-stilstanden, instellingen, formaatwisselingen, reiniging en CIP classificeert zonder dat een operator het scherm hoeft aan te raken. Zodra micro-stilstanden zichtbaar zijn, kan de onderhoudsafdeling zich richten op de terugkerende oorzaken en wordt de capaciteitsplanning nauwkeuriger.
Realtime OEE-monitoring is het logische vervolg hierop. OEE is één enkel cijfer dat beschikbaarheid, prestaties en kwaliteit samenvat. Wanneer dat cijfer live wordt bijgewerkt terwijl de productielijn draait, hoeven leidinggevenden niet langer achter de OEE-daling van gisteren aan te jagen, maar kunnen ze zich richten op het oplossen van de problemen van vandaag. Met name in de voedingsmiddelenindustrie kent OEE zijn eigen uitdagingen vanwege processen met variabele gewichten en prestatiecomponenten die op opbrengst zijn gebaseerd. De normorganisatie MESA International onderhoudt de toonaangevende referentie voor de manier waarop Manufacturing Execution Systems de stroom van kwaliteitsgegevens naast de productiegegevens moeten verwerken. In het volgende artikel in deze reeks behandelen we de voedingsspecifieke mechanismen van realtime OEE.
Waar de gegevens voor moeten dienen: beslissingen op het gebied van order- en productiebeheer, niet dashboards
Het doel van realtime productiebewaking is niet om naar een scherm te staren. Het is bedoeld om te bepalen wat er daarna gebeurt. De juiste invalshoek is order- en productiebeheer: de gegevens moeten ervoor zorgen dat de volgende productieorder beter verloopt dan de huidige.
Het schema aanpassen wanneer de grondstof varieert
Bij pluimvee komt de daadwerkelijke samenstelling van de beschikbare dieren op een bepaalde ochtend zelden overeen met het plan dat een week eerder is opgesteld. De grootte varieert. De opbrengsten variëren. Bestellingen van klanten veranderen. Een monitoringsysteem dat is gekoppeld aan het planningssysteem kan dit binnen enkele minuten na ontvangst signaleren, waardoor het dagschema nog vóór de eerste snede kan worden aangepast. Zonder die koppeling is het plan gebaseerd op aannames en worden de kosten pas aan het einde van de dienst zichtbaar.
Opbrengstverlies beperken door onmiddellijk corrigerende maatregelen te nemen
Als het rendement op een uitbeendingslijn om 9.15 uur met 2% daalt, lopen de kosten van die 2% met elke minuut dat de lijn blijft draaien op. Dankzij realtime monitoring ziet de leidinggevende de daling nog tijdens dezelfde dienst en kan hij ingrijpen: een mes vervangen, de temperatuur aanpassen, een medewerker een andere taak toewijzen. Zonder deze monitoring wordt de daling pas ontdekt bij de dagelijkse afstemming, en is de corrigerende maatregel een vergadering morgen.
Twee voedingsmiddelenfabrieken, twee uitgangspunten
De twee onderstaande casestudy’s gaan over Portugese pluimveeverwerkers die beide BRAINR binnen vier maanden hebben geïmplementeerd en beide begonnen met papieren processen en niet-gekoppelde legacy-systemen. De uitgangspunten verschilden en ook de operationele voordelen waren verschillend. Het patroon dat beide gevallen met elkaar verbindt, is echter hetzelfde: realtime gegevens die direct bij de bron worden vastgelegd, gekoppeld aan de productieorder en beschikbaar gemaakt voor de mensen die er actie op kunnen ondernemen.
Avisabor: opschaling van 40.000 naar 190.000 vogels per dag
Avisabor is een grootschalig Portugees pluimveeslachthuis dat levert aan grote retailers in heel Portugal en Spanje. Vóór de invoering van BRAINR werkte het bedrijf met papieren dossiers, talloze Excel-sheets en verschillende verouderde systemen die niet met elkaar konden communiceren.
In vier maanden tijd is het bedrijf overgestapt op een volledig gedigitaliseerde productie: 35 productielijnen zijn in het systeem geïntegreerd, meer dan 100 gebruikers zijn opgeleid, meer dan 100 apparaten zijn aangesloten en het slachtplan van Marel is naadloos geïntegreerd. In de normale bedrijfsvoering voert het bedrijf nu maandelijks ongeveer 5.000 kwaliteitscontroles en 2,6 miljoen etiketten uit, die allemaal direct bij de bron worden geregistreerd in plaats van achteraf in te voeren.
De gemiddelde opslagtijd in het magazijn daalde met 50%. Het aantal mislukte leveringen daalde met 90%, de marges stegen met 15% en de versheid verbeterde met 50%. Dankzij BRAINR kon de fabriek haar productie opschalen van 40.000 naar 190.000 stuks gevogelte per dag, zonder de controle te verliezen. De verbeteringen in het beheer van het voedselmagazijn stonden centraal bij die opschaling, waarbij realtime inzicht in de voorraad de voorraadbuffer overbodig maakte die bij het oude, op papier gebaseerde proces nodig was.
Bekijk het volledige verhaal van Avisabor in de onderstaande video.
Campoaves Viseu: bestellingen met een grote verscheidenheid aan producten en kleine volumes, met volledige traceerbaarheid en IFS-certificering
Campoaves Viseu is een bedrijf van een heel ander kaliber: geen slachthuis, 100% verse grondstoffen met een zeer korte houdbaarheid, een uitgebreid assortiment aan artikelen dat via talrijke kleine dagelijkse productieorders wordt verwerkt, wat neerkomt op ongeveer 60.000 trays per dag. Vóór de invoering van BRAINR draaide de fabriek op mondelinge communicatie en papier, waarbij gegevens handmatig in Excel en in etiketteermachines werden ingevoerd. Eén typefout kon al een traceerbaarheidsprobleem veroorzaken voor een hele partij.
In vier maanden tijd werden 21 productielijnen gedigitaliseerd, variërend van het bijsnijden, uitbenen, versnijden, snijden en verpakken. Er werden meer dan 80 gebruikers opgeleid, er werden meer dan 40 apparaten aangesloten en dankzij de integratie met SAP werd de koppeling tussen de werkvloergegevens en de financiële rapportage voltooid. Het strategische resultaat was de IFS-certificering, wat onder de vorige, op papier gebaseerde werkwijze een structurele uitdaging vormde, omdat het zonder een digitaal controlespoor aanzienlijk moeilijker is om controles en corrigerende maatregelen op partijniveau consistent aan te tonen. Verzendfouten daalden met 94%.
Hoe weet u of uw fabriek er klaar voor is, en waar moet u beginnen?
Tekenen dat je huidige opstelling niet goed functioneert
De meeste voedingsmiddelenfabrieken die realtime productiebewaking overwegen, vertonen een herkenbaar patroon. Productierapporten worden aan het einde van de dienst of aan het einde van de dag met de hand opgesteld. Opbrengstcijfers worden wekelijks berekend en als bij benadering beschouwd. Micro-stilstanden worden niet gemeten. Traceerbaarheid is reactief: de partij wordt gereconstrueerd wanneer een audit of terugroepactie dit vereist. Kwaliteitsgegevens (HACCP-controles, CCP-verificaties, afwijkingen en corrigerende maatregelen) worden bewaard in papieren mappen of in een systeem dat losstaat van de productie.
Als drie of meer van deze punten van toepassing zijn, werkt de fabriek zonder realtime inzicht, hoe modern de apparatuur ook is.
Een startpunt voor 90 dagen: best practices voor productiebeheer die de implementatie doorstaan
De snelste manier om met realtime productiebewaking te beginnen, is via één productielijn. Kies de lijn waar de kosten van fouten het hoogst zijn, meestal de lijn met het grootste volume of de hoogste marge. Sluit de apparatuur, weegschalen en etiketteermachines op die lijn aan. Koppel de gegevens aan de productieorder. Geef de leidinggevende één live overzicht. Laat het systeem 30 tot 60 dagen draaien, meet het verschil tussen wat de lijn daadwerkelijk heeft geproduceerd en wat het management dacht dat er geproduceerd werd, en gebruik dat verschil om de uitrol te bepalen.
Zoals Paulo Gaspar, CEO van BRAINR, in een interview met Jornal de Leiria aangaf, is het doel om al in de eerste weken meerwaarde te bieden door de fabriek in afdelingen op te splitsen en ons aan te passen aan de concrete behoeften van elke afdeling, in plaats van alles in één keer te vervangen. Vanuit de fabriek zijn hiervoor tijdens de implementatie doorgaans 2 tot 3 mensen nodig: een operationeel manager, een kwaliteitsmanager en een IT- of besturingsmanager. Het team van de leverancier neemt de rest voor zijn rekening.
Waar AI wel van pas komt, en waar nog niet
Er is een groeiende belangstelling voor AI-assistenten in fabrieksprocessen: het opsporen van afwijkingen, voorspellende opbrengstoptimalisatie en geautomatiseerde ondersteuning bij kwaliteitsbeslissingen. Als dit goed wordt uitgevoerd, vormen deze toepassingen de volgende stap zodra de onderliggende gegevens schoon en continu zijn. BRAINR investeert in AI-aangedreven realtime-mogelijkheden, en de voorwaarde hiervoor is in elke voedingsmiddelenfabriek dezelfde: een realtime-gegevensbasis waar de AI van kan leren. AI zonder realtime-gegevens kan onmogelijk intelligent zijn.
Veelgestelde vragen
Wat is het verschil tussen software voor realtime productiebewaking en een MES?
Realtime productiebewaking is een van de functies van een Manufacturing Execution System (MES). Een MES beheert ook de planning, recepten, werkinstructies, traceerbaarheid en kwaliteitsgegevens die bij de realtime gegevens horen. Met losstaande bewakingstools kun je zien wat er op een productielijn gebeurt; een MES laat zien wat er gebeurt in de context van de order, het recept en de wettelijke voorschriften.
Is productietracking hetzelfde als productiebewaking?
In het hedendaagse taalgebruik is dat grotendeels het geval. Vroeger verwees ‘tracking’ naar het vastleggen van wat er al was gebeurd, terwijl ‘monitoring’ betrekking had op het live weergeven van wat er op dat moment gebeurde. Tegenwoordig beschrijven ‘real-time production tracking software’ en ‘real-time production monitoring system’ dezelfde functionaliteit, maar onder verschillende merknamen van leveranciers. De functionele vraag is of de gegevens live zijn, direct bij de bron worden vastgelegd en gekoppeld zijn aan een geplande productieopdracht.
Kan een realtime monitoringsysteem voor productielijnen omgaan met voedingsmiddelen met een variabel gewicht?
Alleen als het daarvoor is ontworpen. De meeste standaard systemen beschouwen de output als een aantal stuks. Een systeem voor levensmiddelen moet het gewicht als primaire eenheid hanteren, continu gekoppeld zijn aan industriële weegschalen en productieorders afsluiten op basis van het streefgewicht in plaats van een vast aantal stuks. Als de demo alleen voorbeelden met stuksaantallen laat zien, is dat het antwoord.
Waarin verschilt realtime OEE-monitoring van realtime productiemonitoring?
OEE is een specifieke uitkomst van een productiebewakingssysteem. Het combineert beschikbaarheid, prestaties en kwaliteit tot één enkel cijfer. Real-time OEE-bewaking is de live-versie van die berekening. In de voedingsmiddelenindustrie brengt OEE zijn eigen uitdagingen met zich mee vanwege processen met variabele gewichten en prestatiecomponenten die op opbrengst zijn gebaseerd.
Hoe lang duurt de implementatie in een voedingsmiddelenfabriek?
In beide casestudy’s in dit artikel werd binnen vier maanden een volledig gedigitaliseerde bedrijfsvoering gerealiseerd. Dat is haalbaar wanneer de implementatie is afgestemd op de bedrijfsvoering in plaats van op de software, en wanneer elke module in een volgorde wordt geïmplementeerd die de productie bij elke stap waarborgt.
Bent u klaar om te zien hoe realtime monitoring er in uw bedrijf uitziet?
In het volgende artikel uit deze reeks wordt dieper ingegaan op realtime OEE in de voedingsmiddelenindustrie: waarom de standaardformule niet werkt bij processen met variabele gewichten, en hoe bijproducten en snijafval binnen de kwaliteitscomponent moeten worden verwerkt.
Mocht u eerder al eens willen zien hoe realtime productiebewaking in de praktijk werkt op de werkvloer van een voedingsmiddelenfabriek, dan kan ons team u een rondleiding geven langs de live-implementaties bij Avisabor en Campoaves Viseu en laten zien hoe dezelfde aanpak op uw eigen productielijnen kan worden toegepast.

Blijf voorop lopen met nieuwe inzichten
Duik in onze blog voor verhalen, lessen en achtergrondinformatie over echte projecten. Hier delen we wat werkt en wat we onderweg hebben geleerd.


