
Monitorização da produção em tempo real para fábricas de produtos alimentares: peso variável, rendimento em tempo real, rastreabilidade total
O que a monitorização da produção em tempo real deve realmente fazer numa fábrica de produtos alimentares: peso variável, rendimento em tempo real, rastreabilidade total. Dois estudos de caso europeus no setor avícola e um ponto de partida de 90 dias.


O Grupo Lusiaves estima uma poupança anual entre 3,5 e 7 milhões de euros desde que interligou as operações entre a exploração agrícola e a fábrica através de dados em tempo real. A diferença, segundo o diretor-geral de uma das suas maiores fábricas, Diogo Ferreira, não reside nos dados em si. Reside na rapidez com que as decisões chegam à linha de produção.
«Neste momento, não só toma decisões mais eficientes, como também as toma atempadamente. Com estas decisões, não vai limitar-se a reagir, vai controlar a sua fábrica.»
Diogo Ferreira, Diretor-geral, Lusiaves Marinha das Ondas (Webinar, abril de 2026)
A maioria dos softwares de monitorização da produção em tempo real foi concebida para a produção discreta. Unidades idênticas, tempos de ciclo fixos, qualidade previsível. Uma porta de carro é uma porta de carro. Um parafuso é um parafuso. Um peito de frango não é um peito de frango: varia em peso, rendimento, teor de gordura e prazo de validade de uma ave para outra, mantendo-se sempre dentro das normas de segurança alimentar com as quais nenhuma fábrica automóvel tem de se preocupar.
É por isso que os softwares genéricos de monitorização da produção em tempo real não dão conta do recado numa fábrica de produtos alimentares. Podem indicar que a linha está a funcionar, mas não conseguem dizer se essa linha é rentável, se cumpre as normas ou se está a produzir o que estava realmente previsto. Este guia explica o que a monitorização da produção em tempo real deve realmente fazer numa fábrica de produtos alimentares, com dois estudos de caso reais do setor avícola europeu e um plano prático de 90 dias para dar o primeiro passo.
O que é a monitorização da produção em tempo real?
A monitorização da produção em tempo real consiste na recolha contínua de dados operacionais de uma linha de produção, dos equipamentos e dos colaboradores, que são apresentados e analisados à medida que ocorrem, em vez de após o turno. A palavra-chave é «contínua». Internamente, na BRAINR, chamamos-lhe «visibilidade segundo a segundo», o que define corretamente o padrão: qualquer coisa mais lenta do que isso é um relatório, não é monitorização.
Um sistema de monitorização da produção em tempo real controla quatro aspetos: o que está a ser produzido, a que ritmo, com que qualidade e em relação a que ordem de produção. Numa fábrica de produtos alimentares, é necessário controlar ainda dois aspetos adicionais: a quantidade de peso perdida em termos de rendimento e quais os lotes que se encontram fisicamente presentes na linha de produção em qualquer momento, para efeitos de rastreabilidade.
Acompanhamento vs. monitorização: mesmo resultado, ponto de partida diferente
Estes termos são frequentemente utilizados de forma intercambiável e a distinção entre eles é, na sua maioria, de natureza histórica. O software de acompanhamento da produção surgiu inicialmente como sistemas que registavam o que já tinha acontecido, normalmente no final de um ciclo de produção ou de um turno. O software de monitorização da produção utilizava os mesmos fluxos de dados e apresentava-os sob a forma de uma visão operacional contínua, com alertas e ações corretivas associadas aos dados.
Atualmente, o software de acompanhamento da produção em tempo real e o sistema de monitorização da produção em tempo real descrevem a mesma funcionalidade, embora com denominações diferentes consoante o fornecedor. A questão funcional reside em saber se os dados são atualizados em tempo real, recolhidos na fonte e associados a uma ordem de produção planeada. Com o acompanhamento no final do turno, a ação corretiva é aplicada à produção do dia seguinte; com a monitorização em tempo real, é aplicada aos próximos dez minutos de produção.
Por que é que as ferramentas de monitorização genéricas não funcionam numa fábrica de alimentos
A maioria das plataformas de software de monitorização da produção é concebida com base em pressupostos que se aplicam à produção discreta e à indústria alimentar. Três desses pressupostos são os mais importantes.
O problema do peso variável
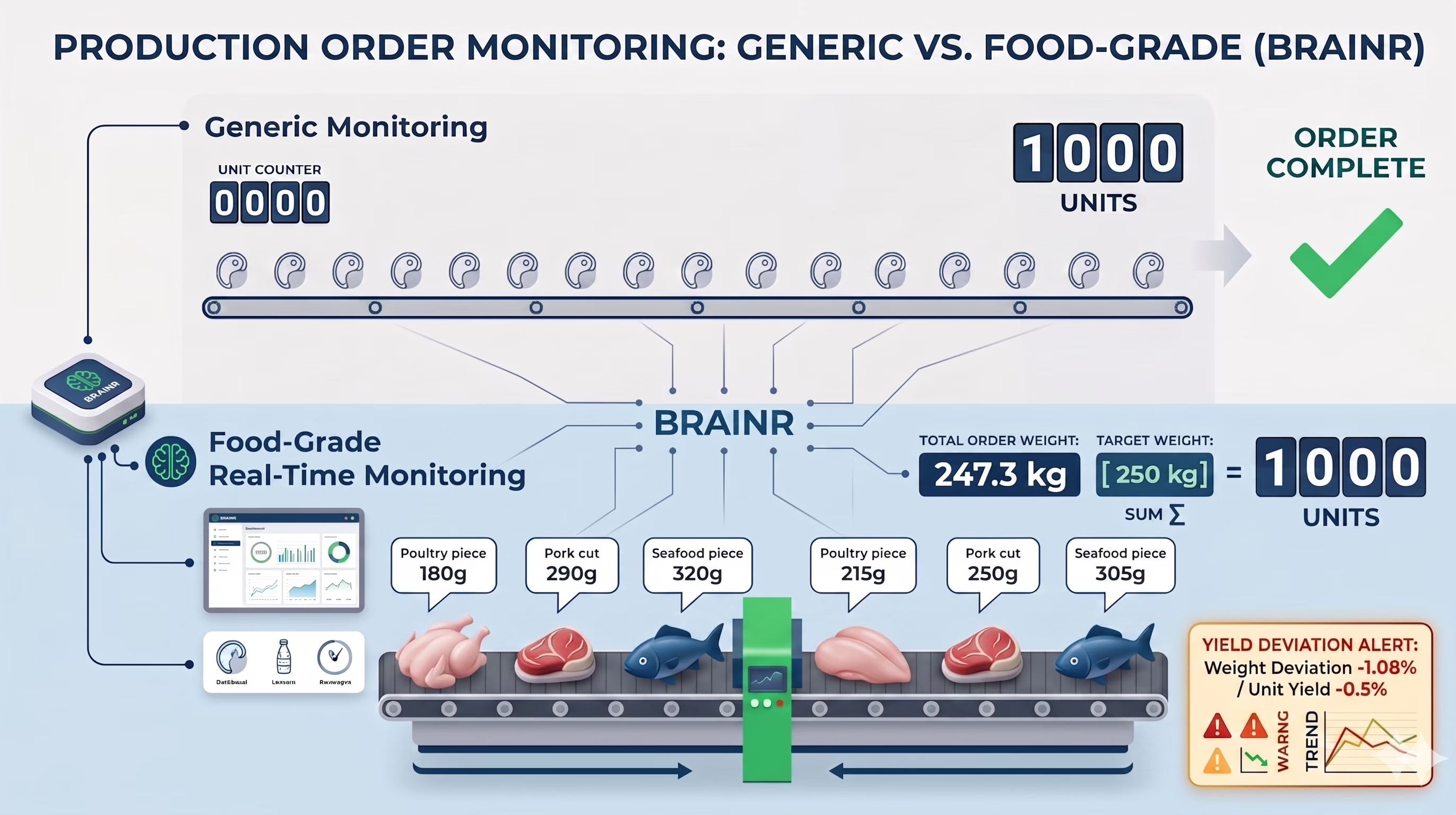
O software genérico de monitorização de fábricas parte do princípio de que uma unidade é uma unidade. Um carro. Um parafuso. Uma garrafa. A contagem de unidades permite calcular o rendimento, e o rendimento permite calcular a OEE.
Numa fábrica de aves, uma unidade corresponde a um peito de frango com um peso entre 180 g e 320 g. Numa fábrica de enchidos, uma unidade corresponde a uma bandeja com um peso-alvo e uma margem de tolerância. Numa linha de desossa, o valor de cada corte é determinado pelo rendimento, e não pela contagem. Se o seu sistema de monitorização contar unidades, isso não lhe dirá praticamente nada sobre o que a linha produziu efetivamente em termos de peso comercializável.
A monitorização da produção em tempo real no setor alimentar tem de considerar o peso como a principal unidade de produção. As balanças alimentam o sistema de forma contínua, e a ordem de produção é encerrada quando o peso alvo é atingido, e não quando se atinge uma quantidade fixa de unidades.
O problema da perda de rendimento
A perda de rendimento é a diferença entre o que entrou na linha de produção e o que saiu como produto comercializável. No setor alimentar, essa diferença é significativa, variável e está diretamente ligada à margem de lucro. Uma queda de 1% no rendimento, numa exploração avícola que processa várias centenas de milhares de aves por mês, representa um custo mensurável que tem de ser identificado enquanto a linha está em funcionamento, e não no final do mês.
O CEO da BRAINR, Paulo Gaspar, foi direto ao ponto durante um webinar público no início deste ano:
«De todas as fábricas que visitei na Europa, o que mais vejo é que as pessoas não medem o rendimento nas suas instalações, nas ordens de produção e nas linhas de produção. Ao simplesmente não medirem, os líderes não sabem o que estão a perder. Não podemos otimizar aquilo que não conseguimos medir.»
Paulo Gaspar, CEO, BRAINR (Webinar, abril de 2026)
O software genérico de acompanhamento da produção em tempo real não regista o rendimento, uma vez que não tem em conta o peso das matérias-primas, o peso do produto final e os resíduos. Trata os resíduos e as miudezas como sucata, quando, numa unidade de transformação de carne, o fluxo de miudezas constitui, por si só, uma linha de produção que precisa de ser acompanhada, pesada e reconciliada.
O problema da segurança alimentar e da rastreabilidade
No setor automóvel, é possível manter uma linha de produção a funcionar durante horas sem se preocupar com o lote que se encontra na esteira transportadora. No setor alimentar, não é possível manter a produção em funcionamento durante dez minutos sem que essa questão seja uma preocupação constante. A monitorização da produção em tempo real numa fábrica alimentar tem de saber, a cada segundo: qual o lote de matéria-prima que está a alimentar a linha, qual o lote de produto acabado que está a ser produzido, qual o operador que está registado na estação, qual a balança que pesou a matéria-prima e qual a estação de rotulagem que produziu o produto acabado.
Se for emitido um alerta de qualidade, o sistema tem de identificar os lotes afetados em poucos segundos, apoiando uma decisão de contenção e um fluxo de trabalho de CAPA que, de outra forma, exigiriam horas de reconciliação manual. Esta é a razão estrutural pela qual a qualidade não pode ser um sistema separado, acoplado a um software de monitorização genérico. Tem de ser o mesmo modelo de dados, capturado no mesmo ponto, com o mesmo registo temporal, tal como acontece num SGQ específico para o setor alimentar.
«No setor da transformação de carne, a qualidade não pode limitar-se a folhas de cálculo ou relatórios a posteriori. No BRAINR, a qualidade faz parte da execução. Todos os registos são digitais, têm data e hora e são à prova de falsificação.»
Ficha de Capacidades do BRAINR (2026)
Essa pista de auditoria digital com registo de data e hora é o que os auditores esperam cada vez mais no âmbito das normas HACCP, BRC e IFS. A BRCGS publica a sua posição sobre os registos digitais e as expectativas em matéria de pista de auditoria diretamente no seu portal de normas.
Como funciona a monitorização da produção em tempo real numa fábrica de produtos alimentares
Um sistema funcional de monitorização da produção em tempo real no setor alimentar tem três camadas: captura de dados, contexto dos dados e ação operacional. Cada camada responde a uma questão diferente, e ignorar qualquer uma das três resulta num painel de controlo que parece impressionante, mas que não altera o funcionamento da linha de produção.
De onde vêm os dados: sensores, balanças, etiquetadoras, dispositivos móveis
Os dados que alimentam um sistema de software de monitorização da produção alimentar provêm de quatro fontes. Os sensores dos equipamentos e os controladores lógicos programáveis (PLC) comunicam o estado das máquinas, a velocidade e os códigos de paragem. As balanças industriais comunicam o peso por unidade e por minuto. As etiquetadoras e as impressoras comunicam o que foi produzido e quando. Os dispositivos móveis na área de produção comunicam eventos manuais: configuração concluída, higienização concluída, verificação de qualidade aprovada, desvio registado.
O BRAINR liga-se diretamente ao ecossistema de equipamentos que a maioria das fábricas de alimentos já utiliza: Bizerba, Marel, Zebra, Captemp, MTECH e BarTender, com a captura automática de dados e sem necessidade de transcrição manual. O princípio é simples: se o equipamento já disponibiliza os dados, a camada de monitorização deve utilizá-los de forma nativa, em vez de pedir ao operador que os introduza manualmente.
Monitorização de máquinas em tempo real sem intervenção manual
A monitorização de máquinas em tempo real significa que as máquinas comunicam ao sistema o que estão a fazer, sem que seja necessário um operador introduzir esses dados manualmente. A função da camada de monitorização consiste em ler esses dados de forma contínua, classificá-los (em funcionamento, inativa, paragem planeada, paragem não planeada, microparagem, mudança de produção, higienização) e associá-los à ordem de produção ativa.
Qualquer sistema que exija que os operadores registem manualmente o estado das máquinas está errado, não porque os operadores não sejam de confiança, mas porque estão a operar uma linha de produção. Nas implementações reais do BRAINR, a aplicação móvel para o chão de fábrica atinge uma taxa de adoção superior a 95% entre os operadores, porque elimina o fardo da introdução de dados, em vez de o aumentar.
Visões ao nível da máquina, da linha de produção e da fábrica
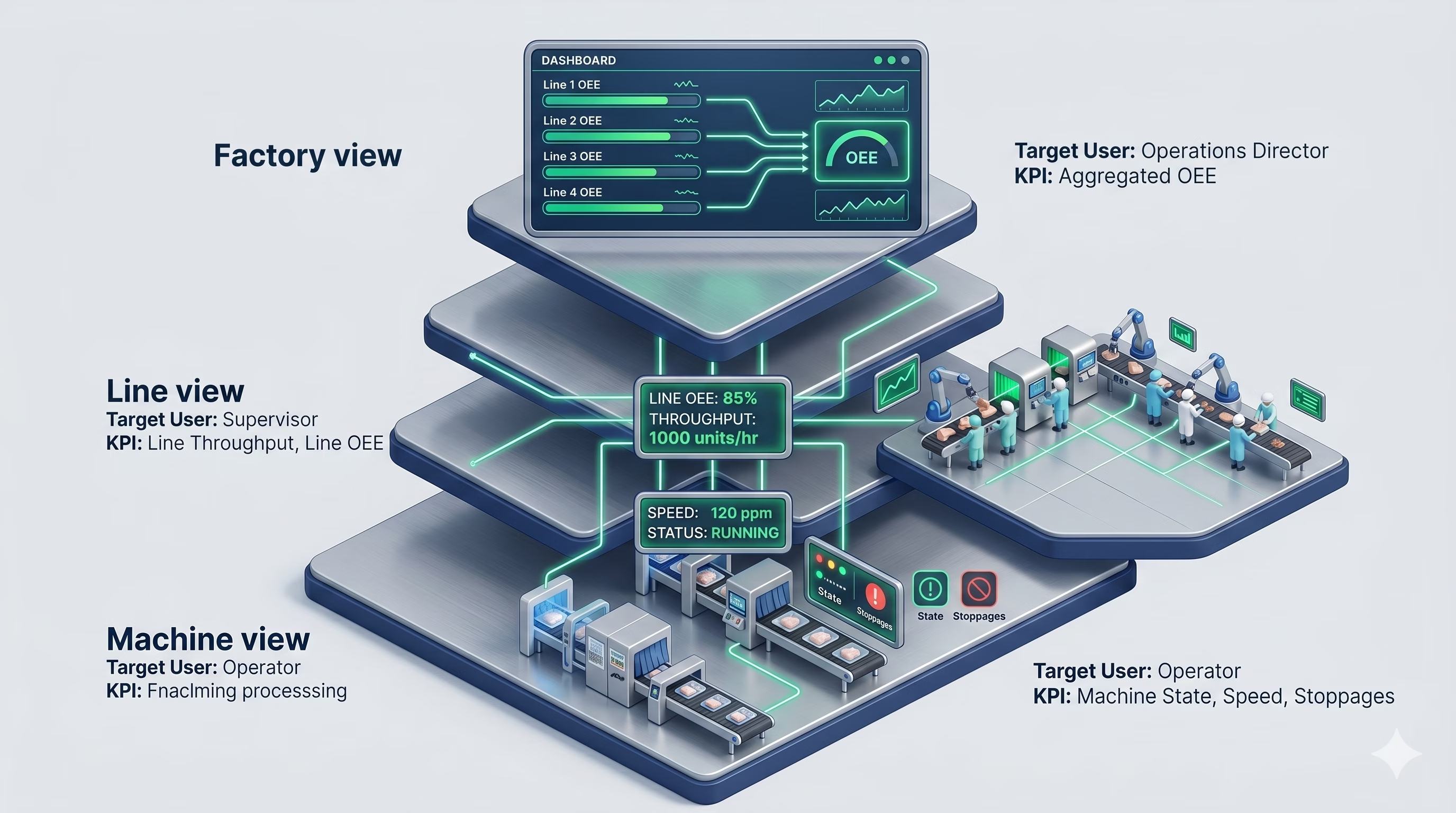
Um sistema completo de monitorização da linha de produção apresenta os mesmos dados subjacentes em três níveis. As visualizações ao nível da máquina mostram um único equipamento: uma desossadora, uma cortadora ou uma injetora. As visualizações ao nível da linha mostram uma sequência de máquinas que, em conjunto, produzem um produto acabado, incluindo as pessoas, as esteiras transportadoras e as balanças entre elas. As visualizações ao nível da fábrica agregam todas as linhas numa única imagem operacional, geralmente com uma visualização em tempo real da OEE por linha, da produção por linha e do tempo de inatividade por linha.
Esta estrutura de três níveis reflete o modelo em camadas das operações fabris definido pela norma ISA-95, a norma internacional para a integração de sistemas de controlo empresarial publicada pela Sociedade Internacional de Automação.
Cada perspetiva destina-se a um decisor diferente. Os operadores trabalham ao nível das máquinas. Os supervisores trabalham ao nível da linha de produção. Os diretores de fábrica e os diretores de operações trabalham ao nível da fábrica. Um sistema de monitorização que apenas forneça uma destas três perspetivas obriga as outras duas a trabalhar às cegas.
Detetar microparagens e calcular a OEE em tempo real
Uma microparagem é uma paragem de duração tão curta que o operador nem sequer a regista. Ao longo de um turno, as microparagens acumulam-se, resultando numa perda de capacidade significativa, muitas vezes superior ao tempo de inatividade oficial. Os softwares genéricos de monitorização do tempo de inatividade não as detectam, uma vez que dependem dos operadores para registar as paragens.
Um sistema de monitorização da produção em tempo real deteta-os automaticamente, uma vez que o equipamento comunica continuamente o estado da máquina e o software classifica as paragens, as microparagens, as configurações, as mudanças de formato, a limpeza e o CIP sem que o operador tenha de tocar no ecrã. Assim que as microparagens ficam visíveis, a manutenção pode concentrar-se nas causas recorrentes e o planeamento da capacidade torna-se mais preciso.
A monitorização do OEE em tempo real é a evolução natural. O OEE é um único valor que combina disponibilidade, desempenho e qualidade. Quando esse valor é atualizado em tempo real à medida que a linha de produção funciona, os supervisores deixam de se preocupar com a queda do OEE do dia anterior e começam a resolver a do dia de hoje. Especificamente no setor alimentar, o OEE apresenta as suas próprias complexidades devido aos processos de peso variável e aos componentes de desempenho baseados no rendimento. A entidade normalizadora MESA International mantém a referência canónica sobre a forma como os Sistemas de Execução da Produção devem gerir o fluxo de dados de qualidade em conjunto com os dados de produção. Abordaremos os mecanismos específicos do setor alimentar do OEE em tempo real no próximo artigo desta série.
O que os dados devem orientar: as decisões relativas à gestão de encomendas e produção, e não os painéis de controlo
O objetivo da monitorização da produção em tempo real não é ficar a olhar para um ecrã. É mudar o que vai acontecer a seguir. O enquadramento correto é a gestão de encomendas e da produção: os dados devem fazer com que a próxima encomenda de produção tenha um resultado melhor do que a atual.
Adaptar o calendário quando a matéria-prima varia
No setor avícola, a composição real das aves disponíveis numa determinada manhã raramente corresponde ao plano elaborado uma semana antes. O calibre varia. Os rendimentos variam. As encomendas dos clientes mudam. Um sistema de monitorização ligado ao sistema de planeamento pode sinalizar esta situação poucos minutos após a receção, e o horário do dia pode ser ajustado antes do primeiro corte. Sem essa ligação, o plano baseia-se em suposições e os custos só se revelam no final do turno.
Reduzir a perda de rendimento através de medidas corretivas imediatas
Se o rendimento cair 2 % numa linha de desossa às 9h15, o custo dessa queda de 2 % acumula-se a cada minuto que a linha continua a funcionar. Com a monitorização em tempo real, o supervisor deteta a queda ainda durante o mesmo turno e pode intervir: trocar uma lâmina, ajustar a temperatura ou reatribuir tarefas a um operador. Sem essa monitorização, a queda só é descoberta quando se faz a reconciliação do dia, e a medida corretiva resume-se a uma reunião no dia seguinte.
Duas fábricas de produtos alimentares, dois pontos de partida
Os dois estudos de caso abaixo referem-se a empresas portuguesas de transformação de aves; ambas implementaram o BRAINR em quatro meses e ambas partiram de processos em papel e de sistemas antigos e desarticulados. Os pontos de partida foram diferentes e os ganhos operacionais também. O padrão que as une é o mesmo: dados em tempo real recolhidos na fonte, associados à ordem de produção e disponibilizados às pessoas que podiam agir com base neles.
Avisabor: aumento da produção de 40 000 para 190 000 aves por dia
A Avisabor é um grande matadouro de aves português que abastece os principais retalhistas em Portugal e Espanha. Antes do BRAINR, a empresa funcionava com registos em papel, várias folhas de Excel e diversos sistemas antigos que não comunicavam entre si.
Em quatro meses, a operação passou a ter uma produção totalmente digitalizada: 35 linhas de produção integradas no sistema, mais de 100 utilizadores formados, mais de 100 dispositivos ligados e integração nativa do plano de abate da Marel. Em regime de funcionamento normal, a operação realiza agora cerca de 5 000 controlos de qualidade e 2,6 milhões de etiquetas por mês, todos registados na origem, em vez de serem introduzidos manualmente posteriormente.
O tempo médio de armazenamento no armazém diminuiu 50%. As falhas nas entregas diminuíram 90%, as margens melhoraram 15% e a frescura melhorou 50%. Com o BRAINR, a fábrica conseguiu aumentar a produção de 40 000 para 190 000 aves por dia, sem perder o controlo. As melhorias na gestão do armazém alimentar foram fundamentais para essa expansão, com a visibilidade do stock em tempo real a eliminar a reserva de inventário que o antigo processo baseado em papel exigia.
Veja a história completa da Avisabor no vídeo abaixo.
Campoaves Viseu: encomendas com grande variedade e baixos volumes, com total rastreabilidade e certificação IFS
A Campoaves Viseu é uma empresa diferente: sem matadouro, com matérias-primas 100 % frescas e com prazo de validade muito curto, um vasto catálogo de referências, distribuídas por muitas pequenas encomendas de produção diárias, que geram cerca de 60 000 tabuleiros por dia. Antes do BRAINR, a fábrica funcionava com base na comunicação verbal e em papel, com a introdução manual de dados no Excel e nas máquinas de etiquetagem. Um único erro de digitação podia causar um problema de rastreabilidade em todo um lote.
Em quatro meses, foram digitalizadas 21 linhas de produção nas etapas de aparagem, desossa, corte, fatiagem e embalagem. Foram formados mais de 80 utilizadores, ligados mais de 40 dispositivos e a integração com o SAP completou o ciclo entre os dados da linha de produção e os relatórios financeiros. O resultado estratégico foi a certificação IFS, um desafio estrutural na abordagem anterior baseada em papel, uma vez que comprovar de forma consistente os controlos ao nível dos lotes e as ações corretivas é significativamente mais difícil sem uma pista de auditoria digital. Os erros de envio diminuíram 94%.
Como saber se a sua fábrica está preparada e por onde começar
Sinais de que a sua configuração atual não está a funcionar
A maioria das fábricas de produtos alimentares que procuram monitorizar a produção em tempo real segue um padrão reconhecível. Os relatórios de produção são elaborados manualmente no final do turno ou do dia. Os números de rendimento são calculados semanalmente e tratados como aproximados. As microparagens não são medidas. A rastreabilidade é reativa: o lote é reconstruído quando uma auditoria ou um recall o exigem. Os registos de qualidade (verificações HACCP, verificações de PCC, desvios e ações corretivas) ficam em pastas de papel ou num sistema separado da produção.
Se três ou mais destas afirmações forem verdadeiras, a fábrica está a funcionar sem visibilidade em tempo real, independentemente do grau de modernidade do equipamento.
Um ponto de partida de 90 dias: as melhores práticas de gestão da produção que resistem à implementação
A forma mais rápida de implementar a monitorização da produção em tempo real é começar por uma linha de produção. Escolha a linha em que o custo de um erro é mais elevado, normalmente aquela com maior volume ou margem de lucro. Ligue o equipamento, as balanças e as etiquetadoras dessa linha. Associe os dados à ordem de produção. Apresente uma única visualização em tempo real ao supervisor. Deixe funcionar durante 30 a 60 dias, avalie a diferença entre o que a linha produziu efetivamente e o que a gestão pensava que tinha sido produzido, e utilize essa diferença para definir o âmbito da implementação.
Como afirmou Paulo Gaspar, CEO da BRAINR, numa entrevista ao Jornal de Leiria, o objetivo é gerar valor logo nas primeiras semanas, dividindo a fábrica em secções e adaptando-se às necessidades reais de cada uma delas, em vez de substituir tudo de uma só vez. Do lado da fábrica, isto requer normalmente 2 a 3 pessoas durante a implementação: um responsável pelas operações, um responsável pela qualidade e um responsável pelas TI ou pelos controlos. A equipa do fornecedor encarrega-se do resto.
Onde a IA se aplica e onde ainda não se aplica
Há um interesse crescente nos assistentes de IA para operações fabris: deteção de anomalias, otimização preditiva do rendimento e apoio automatizado à tomada de decisões em matéria de qualidade. Quando bem implementadas, estas soluções tornam-se a próxima etapa, desde que os dados subjacentes estejam limpos e sejam contínuos. A BRAINR está a investir em capacidades em tempo real baseadas em IA, e o pré-requisito é o mesmo em todas as fábricas de produtos alimentares: uma base de dados em tempo real com a qual a IA possa aprender. A IA sem dados em tempo real não tem como ser inteligente.
Perguntas frequentes
Qual é a diferença entre um software de monitorização da produção em tempo real e um MES?
A monitorização da produção em tempo real é uma das funcionalidades de um Sistema de Execução da Produção (MES). Um MES também gere o planeamento, as receitas, as instruções de trabalho, a rastreabilidade e os registos de qualidade associados aos dados em tempo real. As ferramentas de monitorização autónomas podem mostrar o que uma linha de produção está a fazer; um MES mostra o que ela está a fazer no contexto da encomenda, da receita e dos requisitos regulamentares.
O acompanhamento da produção é o mesmo que a monitorização da produção?
Em geral, sim, no uso moderno. Historicamente, o termo «acompanhamento» referia-se ao registo do que já tinha acontecido; «monitorização» referia-se à apresentação do que estava a acontecer em tempo real. Hoje em dia, o software de acompanhamento da produção em tempo real e o sistema de monitorização da produção em tempo real descrevem a mesma funcionalidade, embora com denominações diferentes consoante o fornecedor. A questão funcional reside em saber se os dados são em tempo real, capturados na fonte e associados a uma ordem de produção planeada.
Um sistema de monitorização em tempo real da linha de produção consegue lidar com produtos alimentares de peso variável?
Só se tiver sido concebido para isso. A maioria dos sistemas genéricos trata a produção como uma contagem de unidades. Um sistema para o setor alimentar tem de considerar o peso como a unidade principal, integrar-se continuamente com balanças industriais e encerrar as ordens de produção com base no peso-alvo, em vez de uma quantidade fixa. Se a demonstração apenas mostrar exemplos de contagem de unidades, essa é a resposta.
Em que difere a monitorização do OEE em tempo real da monitorização da produção em tempo real?
O OEE é um indicador específico de um sistema de monitorização da produção. Este indicador sintetiza a disponibilidade, o desempenho e a qualidade num único valor. A monitorização do OEE em tempo real é a versão dinâmica desse cálculo. No setor alimentar, o OEE apresenta as suas próprias complexidades devido aos processos de peso variável e aos componentes de desempenho baseados no rendimento.
Quanto tempo demora a implementação numa fábrica de alimentos?
Ambos os estudos de caso apresentados neste artigo alcançaram operações totalmente digitalizadas em quatro meses. Isso é possível quando a implementação é estruturada em torno da operação, em vez de em torno do software, e quando cada módulo é implementado numa sequência que protege a produção em cada etapa.
Está pronto para ver como funciona a monitorização em tempo real na sua operação?
O próximo artigo desta série analisa em profundidade o OEE em tempo real na indústria alimentar: por que razão a fórmula padrão não se aplica a processos de peso variável e como os coprodutos e os resíduos devem ser tratados no âmbito do componente de qualidade.
Se, antes disso, quiser ver o monitoramento da produção em tempo real em funcionamento numa fábrica de produtos alimentares, a nossa equipa pode acompanhá-lo nas implementações em tempo real na Avisabor e na Campoaves Viseu e mostrar-lhe como essa mesma abordagem se aplicaria às suas próprias linhas de produção.

Mantenha-se à frente com novos insights
Explore o nosso blog para histórias, lições e perspetivas dos bastidores de projetos reais. É onde partilhamos o que funciona — e o que aprendemos ao longo do caminho.


