
Monitorowanie produkcji w czasie rzeczywistym w zakładach spożywczych: zmienna waga, bieżąca wydajność, pełna identyfikowalność
Jak powinno wyglądać monitorowanie produkcji w czasie rzeczywistym w zakładzie spożywczym: zmienna waga, bieżąca wydajność, pełna identyfikowalność. Dwa europejskie studia przypadków z branży drobiarskiej i 90-dniowy punkt wyjścia.


Grupa Lusiaves szacuje, że dzięki połączeniu działalności od gospodarstwa do fabryki za pomocą danych w czasie rzeczywistym osiąga roczne oszczędności rzędu od 3,5 do 7 mln euro. Jak twierdzi dyrektor zarządzający jednej z największych fabryk grupy, Diogo Ferreira, nie chodzi tu o same dane, lecz o tempo, z jakim decyzje docierają na linię produkcyjną.
„Obecnie nie tylko podejmujesz bardziej efektywne decyzje, ale robisz to na czas. Dzięki tym decyzjom nie będziesz tylko reagować, ale będziesz kontrolować swoją fabrykę”.
Diogo Ferreira, dyrektor zarządzający, Lusiaves Marinha das Ondas (webinarium, kwiecień 2026 r.)
Większość programów do monitorowania produkcji w czasie rzeczywistym została stworzona z myślą o produkcji dyskretnej. Identyczne jednostki, stałe czasy cyklu, przewidywalna jakość. Drzwi samochodowe to po prostu drzwi samochodowe. Śruba to po prostu śruba. Pierś kurczaka to nie tylko pierś kurczaka: różni się ona pod względem wagi, wydajności, zawartości tłuszczu i okresu przydatności do spożycia w zależności od konkretnego ptaka, a jednocześnie musi spełniać normy bezpieczeństwa żywności, o których żadna fabryka samochodów nie musi się martwić.
Właśnie dlatego standardowe oprogramowanie do monitorowania produkcji w czasie rzeczywistym nie sprawdza się w zakładach spożywczych. Pokazuje ono jedynie, że linia produkcyjna działa. Nie jest jednak w stanie stwierdzić, czy linia ta jest rentowna, czy spełnia wymogi prawne ani czy wytwarza produkty zgodnie z harmonogramem. W niniejszym przewodniku omówiono, jak powinno faktycznie funkcjonować monitorowanie produkcji w czasie rzeczywistym w zakładach spożywczych, na podstawie dwóch rzeczywistych studiów przypadków z europejskiego sektora drobiarskiego oraz praktycznego planu działania na pierwsze 90 dni.
Czym jest monitorowanie produkcji w czasie rzeczywistym?
Monitorowanie produkcji w czasie rzeczywistym polega na ciągłym gromadzeniu danych operacyjnych z linii produkcyjnej, urządzeń i pracowników, a następnie wyświetlaniu i analizowaniu ich na bieżąco, a nie dopiero po zakończeniu zmiany. Kluczowym słowem jest tu „ciągłość”. W firmie BRAINR nazywamy to „widocznością z sekundy na sekundę”, co właściwie wyznacza standard: wszystko, co jest wolniejsze, to już tylko raportowanie, a nie monitorowanie.
System monitorowania produkcji w czasie rzeczywistym śledzi cztery parametry: co jest produkowane, w jakim tempie, z jaką jakością oraz w ramach jakiego zlecenia produkcyjnego. W zakładzie spożywczym należy dodatkowo monitorować dwie kolejne kwestie: ile produktu traci się w wyniku utraty wydajności oraz które partie znajdują się fizycznie na linii produkcyjnej w danym momencie, co ma znaczenie dla zapewnienia identyfikowalności.
Śledzenie a monitorowanie: ten sam rezultat, inny punkt wyjścia
Terminy te są często używane zamiennie, a różnica między nimi ma głównie charakter historyczny. Oprogramowanie do śledzenia produkcji początkowo służyło do rejestrowania już zaistniałych zdarzeń, zazwyczaj pod koniec serii produkcyjnej lub zmiany. Oprogramowanie do monitorowania produkcji wykorzystywało te same źródła danych, przedstawiając je w formie ciągłego podglądu operacyjnego, wraz z powiązanymi z danymi alertami i działaniami naprawczymi.
Obecnie oprogramowanie do śledzenia produkcji w czasie rzeczywistym oraz system monitorowania produkcji w czasie rzeczywistym to po prostu te same rozwiązania, oferowane pod różnymi nazwami przez różnych dostawców. Z punktu widzenia funkcjonalności kluczowe jest to, czy dane są aktualizowane na bieżąco, pozyskiwane bezpośrednio u źródła i powiązane z zaplanowanym zleceniem produkcyjnym. W przypadku śledzenia na koniec zmiany działania naprawcze mają wpływ na jutrzejszy cykl produkcyjny; w przypadku monitorowania w czasie rzeczywistym – na najbliższe dziesięć minut produkcji.
Dlaczego standardowe narzędzia monitorujące zawodzą w fabrykach spożywczych
Większość platform oprogramowania do monitorowania produkcji opiera się na założeniach, które sprawdzają się w produkcji dyskretnej, a w przemyśle spożywczym nie mają zastosowania. Trzy z tych założeń mają największe znaczenie.
Problem zmiennej wagi
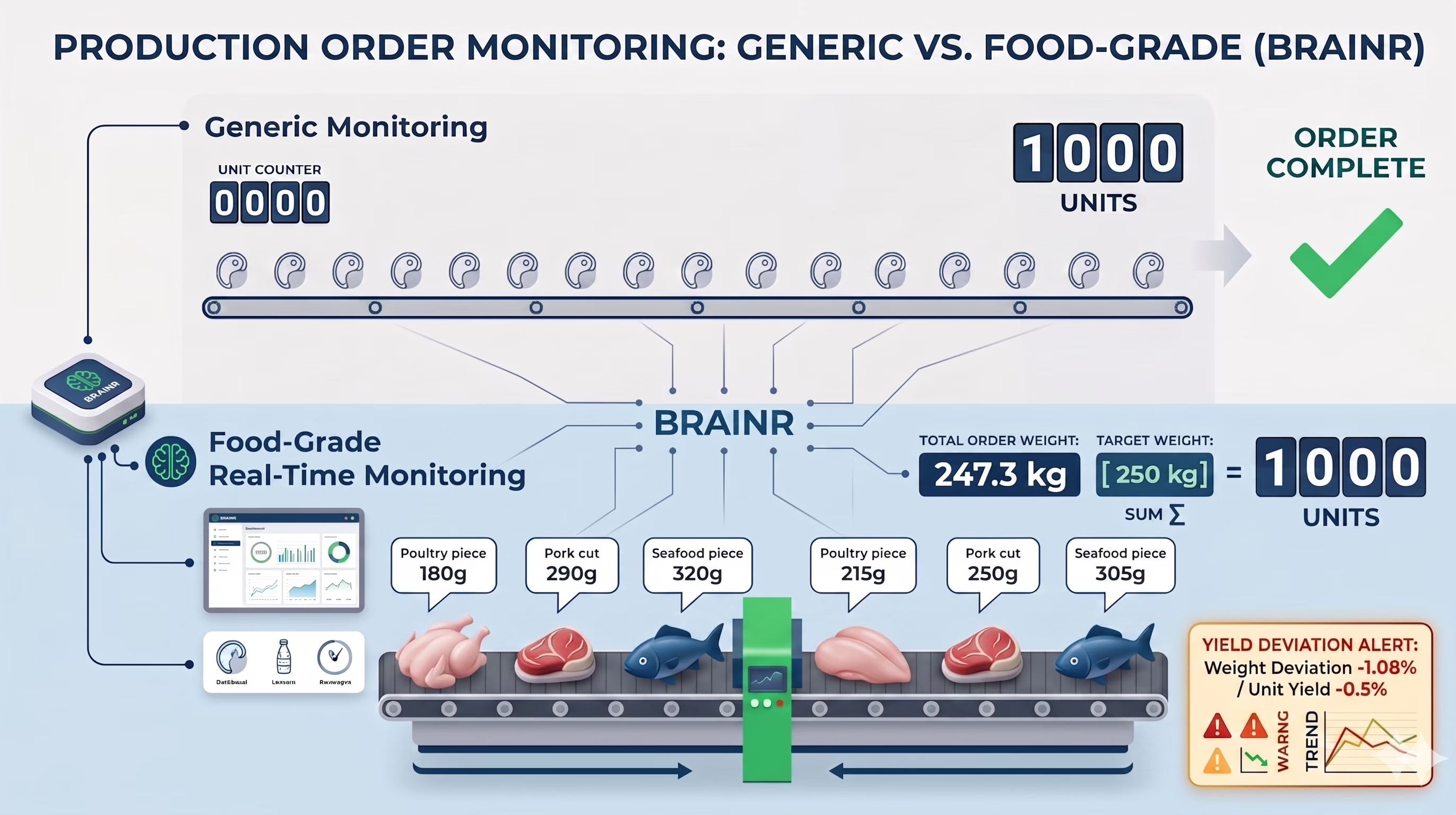
Standardowe oprogramowanie do monitorowania produkcji zakłada, że jednostka to po prostu jednostka. Jeden samochód. Jedna śruba. Jedna butelka. Zliczając jednostki, otrzymujemy wydajność, a z wydajności wynika wskaźnik OEE.
W zakładzie drobiarskim jednostką jest pierś kurczaka o wadze od 180 g do 320 g. W fabryce kiełbas jednostką jest taca o docelowej wadze i określonym przedziale tolerancji. Na linii do trybowania wartość każdego kawałka określa się na podstawie wydajności, a nie liczby sztuk. Jeśli system monitorowania zlicza jednostki, nie dostarcza to praktycznie żadnych informacji na temat tego, ile faktycznie wyprodukowano na linii pod względem wagi nadającej się do sprzedaży.
Monitorowanie produkcji żywności w czasie rzeczywistym musi uwzględniać masę jako podstawową jednostkę miary produkcji. Dane z wag są na bieżąco przekazywane do systemu, a zlecenie produkcyjne jest zamykane po osiągnięciu docelowej masy, a nie po osiągnięciu ustalonej liczby sztuk.
Problem spadku plonów
Strata wydajności to różnica między ilością surowca wprowadzonego na linię produkcyjną a ilością produktu gotowego do sprzedaży. W branży spożywczej różnica ta jest znaczna, zmienna i ma bezpośredni wpływ na marżę. Spadek wydajności o 1% w zakładzie drobiarskim przetwarzającym kilkaset tysięcy ptaków miesięcznie stanowi wymierny koszt, który należy wykryć jeszcze podczas pracy linii, a nie dopiero pod koniec miesiąca.
Prezes BRAINR, Paulo Gaspar, wyraził to wprost podczas publicznego webinarium, które odbyło się na początku tego roku:
„Ze wszystkich fabryk, które odwiedziłem w Europie, najczęściej widzę, że ludzie nie mierzą wydajności na hali produkcyjnej, w zleceniach produkcyjnych ani na liniach produkcyjnych. Nie prowadząc pomiarów, kierownictwo nie wie, co traci. Nie da się zoptymalizować tego, czego nie da się zmierzyć.”
Paulo Gaspar, dyrektor generalny, BRAINR (webinarium, kwiecień 2026 r.)
Standardowe oprogramowanie do śledzenia produkcji w czasie rzeczywistym nie uwzględnia wydajności, ponieważ nie uwzględnia masy surowca, masy gotowego produktu ani odpadów. Traktuje ono odpady i podroby jako śmieci, podczas gdy w zakładzie mięsnym strumień podrobów stanowi osobną linię produkcyjną, którą należy śledzić, ważyć i rozliczać.
Problem bezpieczeństwa żywności i identyfikowalności
W przemyśle motoryzacyjnym można prowadzić linię produkcyjną przez wiele godzin, nie zastanawiając się nad tym, która partia znajduje się na przenośniku. W przemyśle spożywczym nie da się pracować nawet przez dziesięć minut, nie mając tej wiedzy. System monitorowania produkcji w czasie rzeczywistym w zakładzie spożywczym musi w każdej sekundzie wiedzieć: która partia surowca trafia na linię, która partia gotowego produktu jest właśnie wytwarzana, który operator jest zalogowany na stanowisku, na której wadze zważono surowiec oraz na której stacji etykietującej powstał gotowy produkt.
W przypadku zgłoszenia alertu jakościowego system musi w ciągu kilku sekund zidentyfikować partie, których dotyczy problem, umożliwiając podjęcie decyzji o ograniczeniu ryzyka oraz uruchomienie procedury CAPA, co w przeciwnym razie wymagałoby wielu godzin ręcznej weryfikacji. To właśnie z tego strukturalnego powodu system zarządzania jakością nie może być odrębnym rozwiązaniem, połączonym z ogólnym oprogramowaniem monitorującym. Musi on opierać się na tym samym modelu danych, gromadzonych w tym samym momencie i opatrzonych tym samym znacznikiem czasu, co w systemie zarządzania jakością stworzonym specjalnie dla branży spożywczej.
„W przetwórstwie mięsnym jakość nie może ograniczać się do arkuszy kalkulacyjnych czy raportów sporządzanych po fakcie. W systemie BRAINR jakość stanowi integralną część procesu realizacji. Wszystkie zapisy są w formie cyfrowej, opatrzone datą i godziną oraz zabezpieczone przed fałszowaniem”.
Arkusz możliwości systemu BRAINR (2026)
Właśnie takiej cyfrowej ścieżki audytu z oznaczeniem czasu coraz częściej oczekują audytorzy w ramach systemów HACCP, BRC i IFS. BRCGS publikuje swoje stanowisko w sprawie dokumentacji cyfrowej i oczekiwań dotyczących ścieżki audytu bezpośrednio na swoim portalu poświęconym normom.
Jak działa monitorowanie produkcji w czasie rzeczywistym w zakładzie spożywczym
Działający system monitorowania produkcji w czasie rzeczywistym w branży spożywczej składa się z trzech warstw: gromadzenia danych, kontekstu danych oraz działań operacyjnych. Każda z tych warstw odpowiada na inne pytanie, a pominięcie którejkolwiek z nich skutkuje powstaniem pulpitu nawigacyjnego, który wygląda imponująco, ale nie wpływa na przebieg pracy linii produkcyjnej.
Skąd pochodzą dane: czujniki, wagi, etykieciarki, urządzenia mobilne
Dane wprowadzane do systemu oprogramowania do śledzenia produkcji żywności pochodzą z czterech źródeł. Czujniki urządzeń i sterowniki PLC przekazują informacje o stanie maszyn, prędkości oraz kodach zatrzymania. Wagi przemysłowe przekazują dane dotyczące masy na jednostkę oraz na minutę. Etykieciarki i drukarki przekazują informacje o tym, co zostało wyprodukowane i kiedy. Urządzenia mobilne na hali produkcyjnej przekazują dane o zdarzeniach ręcznych: zakończono konfigurację, zakończono czyszczenie, kontrola jakości zakończona pomyślnie, odchylenie od normy zarejestrowane.
BRAINR łączy się bezpośrednio z ekosystemem urządzeń, z których korzysta większość zakładów spożywczych: Bizerba, Marel, Zebra, Captemp, MTECH i BarTender, a dane są gromadzone automatycznie, bez konieczności ręcznego wprowadzania. Zasada jest prosta: jeśli urządzenie już udostępnia dane, warstwa monitorująca powinna je pobierać bezpośrednio, zamiast wymagać od operatora ręcznego wprowadzania.
Monitorowanie maszyn w czasie rzeczywistym bez konieczności ręcznego wprowadzania danych
Monitorowanie maszyn w czasie rzeczywistym oznacza, że maszyny przekazują systemowi informacje o swojej pracy bez konieczności ręcznego wprowadzania danych przez operatora. Zadaniem warstwy monitorującej jest ciągłe odczytywanie tych danych, ich klasyfikowanie (praca, stan spoczynku, planowane zatrzymanie, nieplanowane zatrzymanie, mikrozatrzymanie, przezbrojenie, czyszczenie) oraz dopasowywanie ich do aktualnego zlecenia produkcyjnego.
Każdy system, który wymaga od operatorów ręcznego rejestrowania stanu maszyn, jest skazany na porażkę – nie dlatego, że operatorzy są niewiarygodni, ale dlatego, że muszą skupić się na pracy na linii produkcyjnej. W rzeczywistych wdrożeniach BRAINR mobilna aplikacja halowa cieszy się ponad 95-procentowym wskaźnikiem przyjęcia wśród operatorów, ponieważ eliminuje obciążenie związane z wprowadzaniem danych, a nie je zwiększa.
Widoki na poziomie maszyn, linii produkcyjnych i zakładu
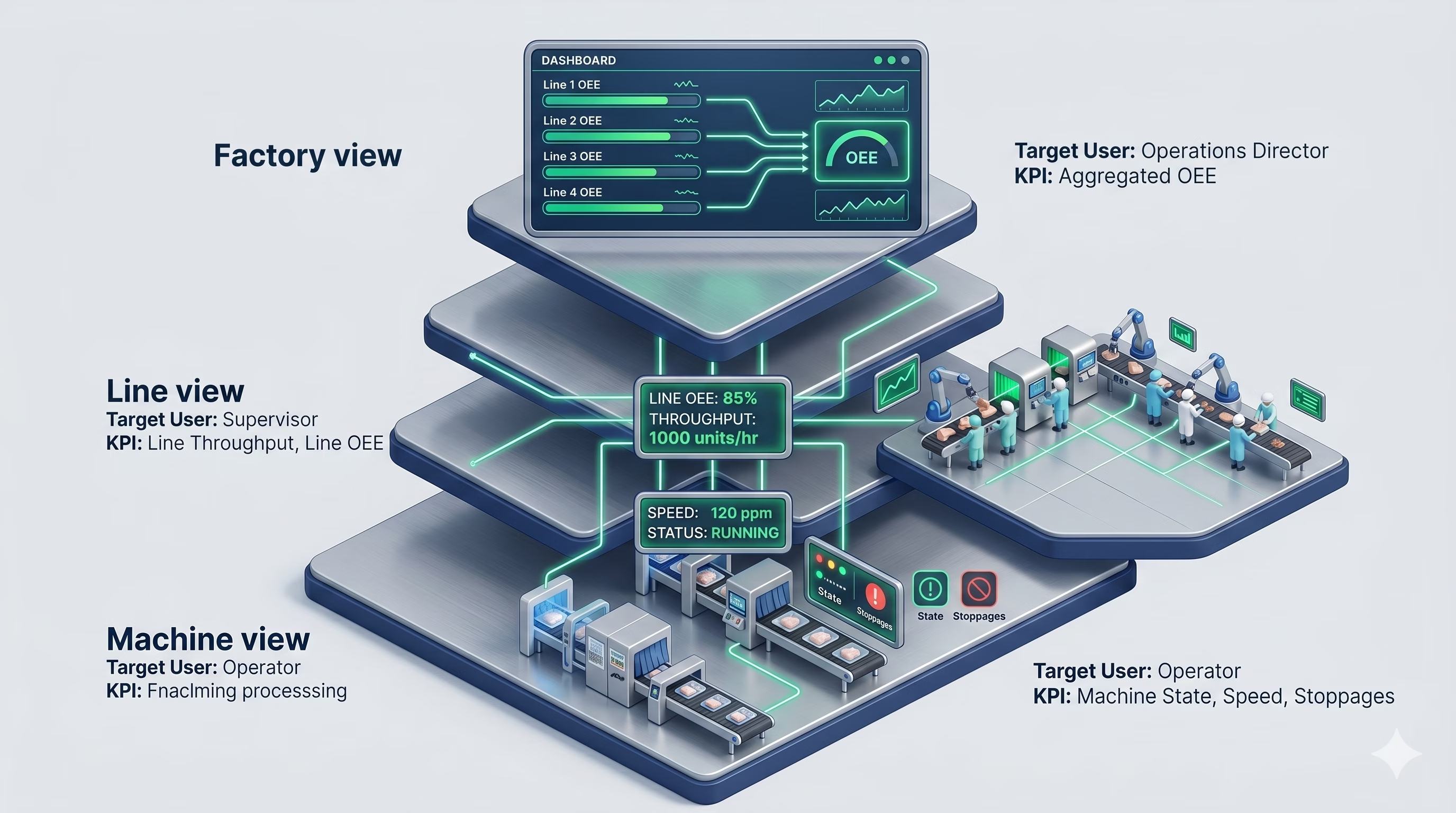
Kompleksowy system monitorowania linii produkcyjnej przedstawia te same dane bazowe na trzech poziomach. Widoki na poziomie maszyn pokazują pojedyncze urządzenia: odkostniarkę, krajalnicę, wtryskiwarkę. Widoki na poziomie linii pokazują sekwencję maszyn, które razem wytwarzają gotowy produkt, w tym ludzi, przenośniki i wagi między nimi. Widoki na poziomie fabryki agregują każdą linię w jeden obraz operacyjny, zazwyczaj z widokiem w czasie rzeczywistym wskaźnika OEE na linię, wydajności na linię oraz przestojów na linię.
Ta trójwarstwowa struktura odzwierciedla warstwowy model działania zakładu określony w normie ISA-95, międzynarodowym standardzie integracji systemów sterowania przedsiębiorstwem opublikowanym przez Międzynarodowe Stowarzyszenie Automatyki.
Każdy widok jest przeznaczony dla innego decydenta. Operatorzy działają na poziomie maszyn. Kierownicy zmian działają na poziomie linii produkcyjnej. Kierownicy zakładów i dyrektorzy operacyjni działają na poziomie fabryki. System monitorowania, który zapewnia widok tylko jednego z tych trzech poziomów, sprawia, że pozostałe dwa działają na ślepo.
Wykrywanie mikroprzerw i przeliczanie na wskaźnik OEE w czasie rzeczywistym
Mikroprzerwa to przerwa na tyle krótka, że operator jej nie rejestruje. W ciągu całej zmiany mikroprzerwy sumują się, powodując znaczną utratę wydajności, często większą niż w przypadku typowych przestojów. Standardowe oprogramowanie do śledzenia przestojów nie wykrywa ich, ponieważ opiera się na rejestracji przerw przez operatorów.
System monitorowania produkcji w czasie rzeczywistym wykrywa je automatycznie, ponieważ urządzenia na bieżąco przekazują informacje o stanie maszyn, a oprogramowanie klasyfikuje przestoje, mikroprzestoje, operacje ustawiania, zmiany formatu, czyszczenie i CIP bez konieczności ingerencji operatora w obsługę ekranu. Gdy mikroprzestoje stają się widoczne, dział utrzymania ruchu może zająć się powtarzającymi się przyczynami, a planowanie wydajności staje się dokładniejsze.
Monitorowanie wskaźnika OEE w czasie rzeczywistym stanowi naturalne uzupełnienie tego podejścia. OEE to pojedyncza wartość łącząca w sobie dostępność, wydajność i jakość. Gdy wartość ta aktualizuje się na bieżąco w trakcie pracy linii produkcyjnej, kierownicy przestają zajmować się spadkiem OEE z poprzedniego dnia i zaczynają naprawiać dzisiejsze problemy. Szczególnie w branży spożywczej wskaźnik OEE wiąże się z pewnymi komplikacjami ze względu na procesy oparte na zmiennej masie oraz elementy wydajności związane z uzyskiem. Organizacja normalizacyjna MESA International opracowała standardowe wytyczne dotyczące tego, w jaki sposób systemy realizacji produkcji (MES) powinny obsługiwać przepływ danych dotyczących jakości równolegle z danymi produkcyjnymi. W następnym artykule z tej serii omówimy specyfikę wskaźnika OEE w czasie rzeczywistym w branży spożywczej.
Na czym powinny opierać się dane: na decyzjach dotyczących zarządzania zamówieniami i produkcją, a nie na pulpitach analitycznych
Celem monitorowania produkcji w czasie rzeczywistym nie jest wpatrywanie się w ekran. Chodzi o to, by wpłynąć na to, co nastąpi później. Kluczowym aspektem jest zarządzanie zleceniami i produkcją: dane powinny sprawić, by kolejne zlecenie produkcyjne przebiegło lepiej niż obecne.
Dostosowanie harmonogramu w przypadku wahań w dostawach surowców
W przypadku drobiu rzeczywisty skład ptaków dostępnych danego ranka rzadko pokrywa się z planem sporządzonym tydzień wcześniej. Różni się wielkość ptaków. Różnią się wydajności. Zmieniają się zamówienia klientów. System monitorowania połączony z systemem planowania może to zasygnalizować w ciągu kilku minut od przyjęcia towaru, a harmonogram dnia można skorygować jeszcze przed pierwszym rozbiorem. Bez takiego połączenia plan opiera się na przypuszczeniach, a koszty ujawniają się dopiero pod koniec zmiany.
Ograniczanie strat plonów poprzez natychmiastowe działania naprawcze
Jeśli o godz. 9:15 wydajność linii do trybowania spadnie o 2%, koszt tego spadku narasta z każdą minutą dalszej pracy linii. Dzięki monitorowaniu w czasie rzeczywistym kierownik dostrzega spadek jeszcze w trakcie tej samej zmiany i może podjąć odpowiednie działania: wymianę ostrza, regulację temperatury lub zmianę przydziału operatora. Bez tego spadek zostanie wykryty dopiero podczas podsumowania dnia, a działaniem naprawczym będzie dopiero jutrzejsze spotkanie.
Dwie fabryki żywności, dwa punkty wyjścia
Oba poniższe studia przypadków dotyczą portugalskich przetwórców drobiu; obie firmy wdrożyły system BRAINR w ciągu czterech miesięcy, a obie zaczynały od dokumentacji papierowej i niepołączonych ze sobą starszych systemów. Punkty wyjścia były różne, podobnie jak korzyści operacyjne. Łączy je jednak ten sam schemat: dane zbierane w czasie rzeczywistym u źródła, powiązane z zleceniem produkcyjnym i udostępniane osobom, które mogą na ich podstawie podjąć odpowiednie działania.
Avisabor: zwiększenie wydajności z 40 000 do 190 000 ptaków dziennie
Avisabor to duża portugalska ubojnia drobiu, zaopatrująca największych detalistów w Portugalii i Hiszpanii. Przed wdrożeniem systemu BRAINR firma korzystała z dokumentacji papierowej, wielu arkuszy Excel oraz kilku starszych systemów, które nie były ze sobą zintegrowane.
W ciągu czterech miesięcy zakład przeszedł na w pełni cyfrową produkcję: do systemu włączono 35 linii produkcyjnych, przeszkolono ponad 100 użytkowników, podłączono ponad 100 urządzeń oraz zrealizowano natywną integrację z systemem planowania uboju firmy Marel. Obecnie, w stanie ustalonym, zakład przeprowadza około 5 000 kontroli jakości i drukuje 2,6 miliona etykiet miesięcznie, a wszystkie dane są rejestrowane bezpośrednio u źródła, a nie wprowadzane ręcznie po zakończeniu procesu.
Średni czas przechowywania w magazynie skrócił się o 50%. Liczba nieudanych dostaw spadła o 90%, marże wzrosły o 15%, a świeżość produktów poprawiła się o 50%. Dzięki rozwiązaniu BRAINR fabryka była w stanie zwiększyć wydajność z 40 000 do 190 000 ptaków dziennie, nie tracąc przy tym kontroli nad procesem. Kluczowe znaczenie dla tego zwiększenia skali miały usprawnienia w zarządzaniu magazynem żywności – widoczność stanów magazynowych w czasie rzeczywistym wyeliminowała bufor zapasów, który był wymagany w starym, opartym na dokumentacji papierowej procesie.
Obejrzyj całą historię Avisabor w poniższym filmie.
Campoaves Viseu: zlecenia o dużej różnorodności i niewielkiej wielkości produkcji, z pełną identyfikowalnością i certyfikatem IFS
Campoaves Viseu to zakład o specyficznym charakterze: nie posiada rzeźni, wykorzystuje w 100% świeże surowce o bardzo krótkim terminie przydatności do spożycia oraz oferuje szeroki asortyment produktów, realizując wiele niewielkich zleceń produkcyjnych dziennie, co przekłada się na produkcję około 60 000 tac dziennie. Przed wdrożeniem systemu BRAINR zakład funkcjonował w oparciu o komunikację ustną i dokumentację papierową, a dane wprowadzano ręcznie do arkuszy kalkulacyjnych Excel oraz do maszyn etykietujących. Pojedynczy błąd w pisowni mógł spowodować problem z identyfikowalnością całej partii.
W ciągu czterech miesięcy zcyfryzowano 21 linii produkcyjnych obejmujących obróbkę, odkostnianie, rozbiór, krojenie i pakowanie. Przeszkolono ponad 80 użytkowników, podłączono ponad 40 urządzeń, a integracja z systemem SAP zapewniła spójność danych z hali produkcyjnej z raportowaniem finansowym. Efektem strategicznym było uzyskanie certyfikatu IFS, co stanowiło wyzwanie organizacyjne w ramach poprzedniego, opartego na dokumentacji papierowej podejścia, ponieważ konsekwentne udokumentowanie kontroli na poziomie partii oraz działań naprawczych jest znacznie trudniejsze bez cyfrowej ścieżki audytu. Liczba błędów wysyłkowych spadła o 94%.
Jak sprawdzić, czy Twoja fabryka jest gotowa, i od czego zacząć
Oznaki, że obecna konfiguracja nie działa
Większość zakładów spożywczych rozważających wdrożenie monitorowania produkcji w czasie rzeczywistym wykazuje podobny schemat działania. Raporty produkcyjne są sporządzane ręcznie pod koniec zmiany lub dnia. Wskaźniki wydajności są obliczane co tydzień i traktowane jako przybliżone. Mikroprzerwy nie są mierzone. Identyfikowalność ma charakter reaktywny: partia jest odtwarzana, gdy wymaga tego audyt lub wycofanie produktu. Dokumentacja jakości (kontrole HACCP, weryfikacje CCP, odchylenia i działania korygujące) znajduje się w papierowych folderach lub w systemie oddzielonym od produkcji.
Jeśli spełnione są co najmniej trzy z tych warunków, fabryka działa bez wglądu w dane w czasie rzeczywistym, niezależnie od tego, jak nowoczesny jest jej sprzęt.
Punkt wyjścia na pierwsze 90 dni: sprawdzone rozwiązania w zakresie zarządzania produkcją, które sprawdzają się w praktyce
Najszybszym sposobem na wdrożenie monitorowania produkcji w czasie rzeczywistym jest wybranie jednej linii produkcyjnej. Wybierz linię, na której koszt popełnienia błędu jest najwyższy – zazwyczaj jest to linia o największym wolumenie lub najwyższej marży. Podłącz do niej urządzenia, wagi i etykieciarki. Powiąż dane z zleceniem produkcyjnym. Przedstaw przełożonemu jeden widok na żywo. Prowadź test przez 30 do 60 dni, zmierz różnicę między tym, co linia faktycznie wyprodukowała, a tym, co według kierownictwa powinna była wyprodukować, i wykorzystaj tę różnicę do określenia zakresu wdrożenia.
Jak stwierdził dyrektor generalny BRAINR, Paulo Gaspar, w wywiadzie dla „Jornal de Leiria”, celem jest zapewnienie korzyści już w ciągu pierwszych tygodni poprzez podział fabryki na sekcje i dostosowanie się do rzeczywistych potrzeb każdej z nich, a nie wymianę wszystkich elementów naraz. Ze strony fabryki wymaga to zazwyczaj zaangażowania 2–3 osób podczas wdrażania: kierownika ds. operacyjnych, kierownika ds. jakości oraz kierownika ds. IT lub systemów sterowania. Resztą zajmuje się zespół dostawcy.
Gdzie sztuczna inteligencja ma zastosowanie, a gdzie jeszcze nie
Rośnie zainteresowanie asystentami opartymi na sztucznej inteligencji w zakresie operacji fabrycznych: wykrywanie anomalii, predykcyjna optymalizacja wydajności oraz zautomatyzowane wsparcie w podejmowaniu decyzji dotyczących jakości. Jeśli rozwiązania te zostaną wdrożone prawidłowo, staną się kolejnym poziomem, gdy tylko dane bazowe będą czyste i dostępne w sposób ciągły. Firma BRAINR inwestuje w rozwiązania oparte na sztucznej inteligencji działające w czasie rzeczywistym, a warunek wstępny jest taki sam w każdej fabryce spożywczej: fundament danych w czasie rzeczywistym, na podstawie których sztuczna inteligencja może się uczyć. Sztuczna inteligencja bez danych w czasie rzeczywistym nie ma na czym opierać swojej inteligencji.
Najczęściej zadawane pytania
Jaka jest różnica między oprogramowaniem do monitorowania produkcji w czasie rzeczywistym a systemem MES?
Monitorowanie produkcji w czasie rzeczywistym stanowi jedną z funkcji systemu realizacji produkcji (MES). System MES obsługuje również planowanie, receptury, instrukcje robocze, identyfikowalność oraz dokumentację jakościową powiązaną z danymi operacyjnymi. Samodzielne narzędzia monitorujące mogą pokazywać, co dzieje się na linii produkcyjnej; system MES pokazuje natomiast, co się dzieje w kontekście zamówienia, receptury i wymogów regulacyjnych.
Czy śledzenie produkcji to to samo, co monitorowanie produkcji?
W dzisiejszym rozumieniu – w większości przypadków tak. Historycznie rzecz biorąc, termin „śledzenie” odnosił się do rejestrowania tego, co już się wydarzyło, natomiast „monitorowanie” – do ujawniania tego, co działo się na bieżąco. Obecnie oprogramowanie do śledzenia produkcji w czasie rzeczywistym oraz system monitorowania produkcji w czasie rzeczywistym opisują tę samą funkcjonalność, choć pod różnymi nazwami handlowymi. Z punktu widzenia funkcjonalności kluczowe jest to, czy dane są aktualizowane na bieżąco, pozyskiwane bezpośrednio u źródła i powiązane z zaplanowanym zleceniem produkcyjnym.
Czy system monitorowania linii produkcyjnej w czasie rzeczywistym może obsługiwać produkty spożywcze o zmiennej masie?
Tylko wtedy, gdy został do tego zaprojektowany. Większość standardowych systemów traktuje wynik jako liczbę sztuk. System przeznaczony do kontaktu z żywnością musi traktować wagę jako podstawową jednostkę, na bieżąco współpracować z wagami przemysłowymi oraz zamykać zlecenia produkcyjne na podstawie docelowej wagi, a nie ustalonej liczby sztuk. Jeśli prezentacja pokazuje wyłącznie przykłady oparte na liczbie sztuk, to właśnie to jest odpowiedzią.
Czym różni się monitorowanie wskaźnika OEE w czasie rzeczywistym od monitorowania produkcji w czasie rzeczywistym?
Wskaźnik OEE stanowi konkretny wynik działania systemu monitorowania produkcji. Łączy on w sobie dostępność, wydajność i jakość w jedną wartość liczbową. Monitorowanie wskaźnika OEE w czasie rzeczywistym to wersja tej kalkulacji realizowana na bieżąco. W branży spożywczej wskaźnik OEE wiąże się z pewnymi trudnościami ze względu na procesy oparte na zmiennej masie oraz elementy wydajności uzależnione od uzysku.
Jak długo trwa wdrożenie w zakładzie spożywczym?
W obu przypadkach opisanych w niniejszym artykule udało się osiągnąć pełną cyfryzację działalności w ciągu czterech miesięcy. Jest to możliwe, gdy wdrożenie jest dostosowane do potrzeb działalności, a nie do oprogramowania, oraz gdy każdy moduł jest wprowadzany w kolejności zapewniającej bezpieczeństwo produkcji na każdym etapie.
Chcesz zobaczyć, jak wygląda monitorowanie w czasie rzeczywistym w Twojej firmie?
W kolejnym artykule z tej serii omówimy szczegółowo wskaźnik OEE w czasie rzeczywistym w przemyśle spożywczym: dlaczego standardowa formuła nie sprawdza się w przypadku procesów o zmiennej masie oraz w jaki sposób należy uwzględniać produkty uboczne i odpady w składniku jakości.
Jeśli chcesz wcześniej zapoznać się z monitorowaniem produkcji w czasie rzeczywistym w warunkach fabrycznych, nasz zespół może oprowadzić Cię po działających systemach w zakładach Avisabor i Campoaves Viseu oraz pokazać, jak to samo rozwiązanie można by wdrożyć na Twoich liniach produkcyjnych.

Bądź o krok przed innymi dzięki najnowszym informacjom
Zajrzyj na naszego bloga, żeby poczytać historie, lekcje i zakulisowe informacje z prawdziwych projektów. Tam dzielimy się tym, co działa — i tym, czego się nauczyliśmy po drodze.


